日本酒の楽しみ方を図や表などのイラストを使って、日本酒と料理の組み合わせ方の考察や、日本酒の表現方法、日本酒造りの工程や日本酒に関わる事を解説。
- 日本酒ペアリング
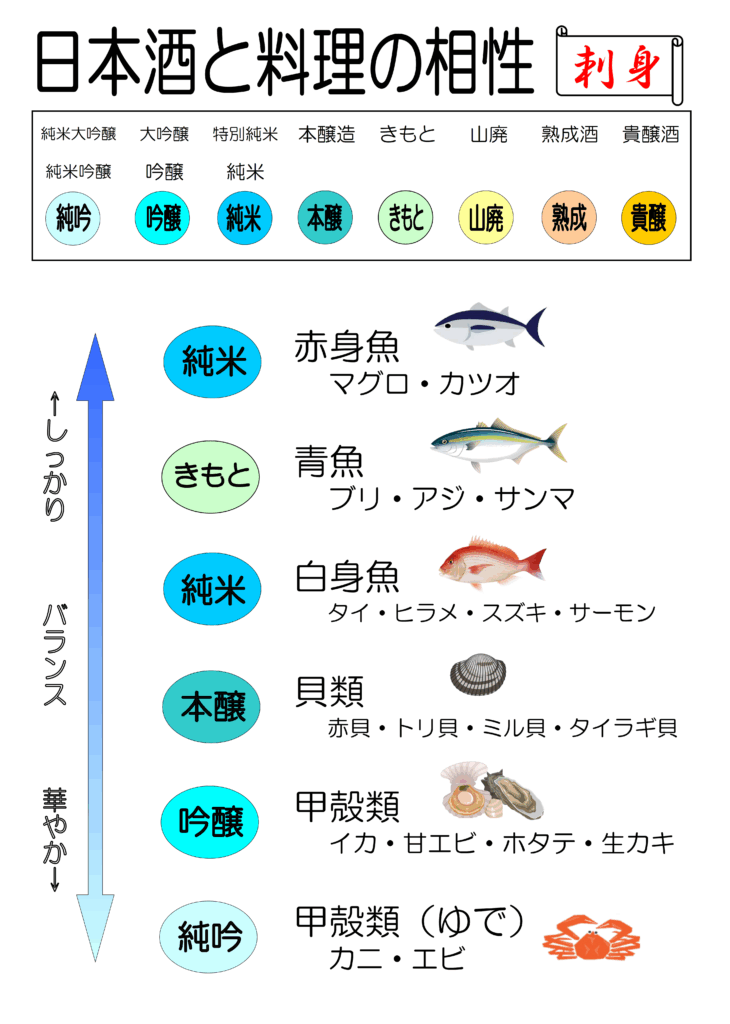
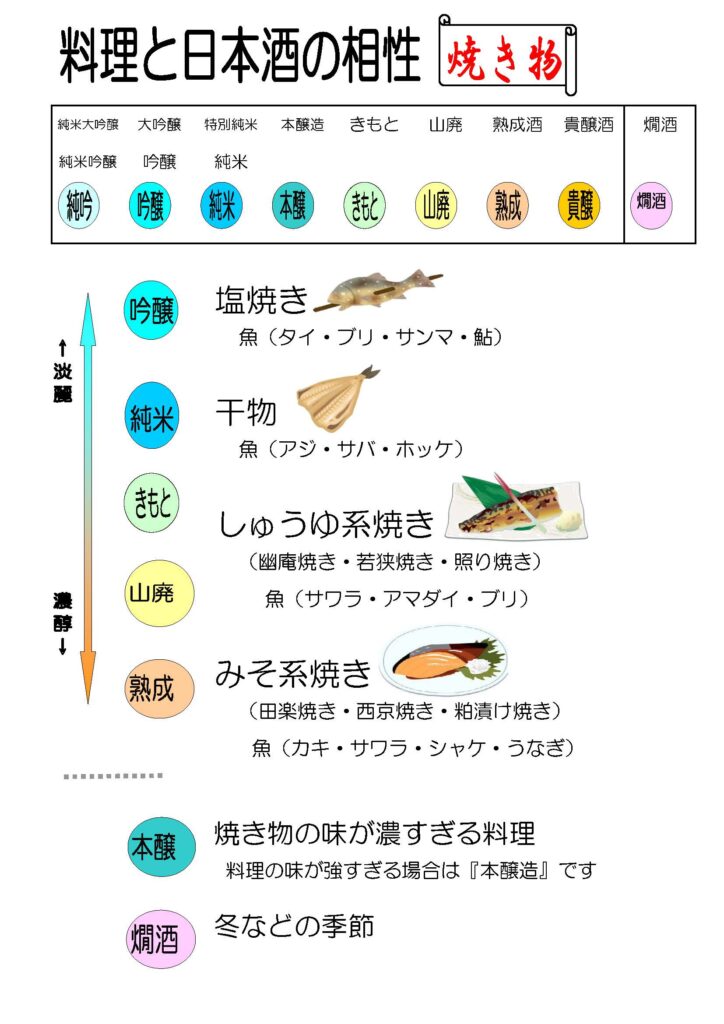
- 日本酒と食材との相性の一覧表
- 日本酒と料理の相性表
- 日本酒のティスティングコメント・手順
- 日本酒の味わい表現
- 日本酒の味わい表現の違い
- 日本酒の香味表(タイプ別チャートグラフ)
- 日本酒の濃淡甘辛度表(味わいチャートグラフ)
- 日本酒の酒度表・酸度表
- A.酒米
- B. 酵母
- C.酒造用の水の硬度(日本地図)
- D.濃淡甘辛度の日本地図
- 製造工程
- 製造工程(上槽〈じょうそう〉)
- 製造過程(酒母・酛〈もと〉)
- 製造過程(醸造技術)
- 搾りの名称
- 特定名称酒(精米歩合)
- 日本酒の温度
- 日本酒の季節酒

1.日本酒ペアリング
日本酒と料理の相性を考慮する事です。
- 「似たもの同士」=調和
- 「不足を補う」=補完
- 「強すぎる味を抑える」=中和
- 「異なる味を合わせる」=対比
が基本的に相性が良いと考えられています。。。
一般的には
1.料理と酒が互いの相乗効果により風味が高まる場合
2.料理と酒に潜んでいた香りや味わいを引き出し合い、融合して新たな第3の風味を創る場合
3.料理が酒を引き立てる、または酒が料理を引き立てる場合
4.口の中に残る料理の油脂を洗い流す作用がある場合
5.料理の素材の臭みを消して隠れた風味を感じさせてくれる場合
6.味の濃い料理の味を薄めながら解りやすくし、サッパリとさせてくれる場合
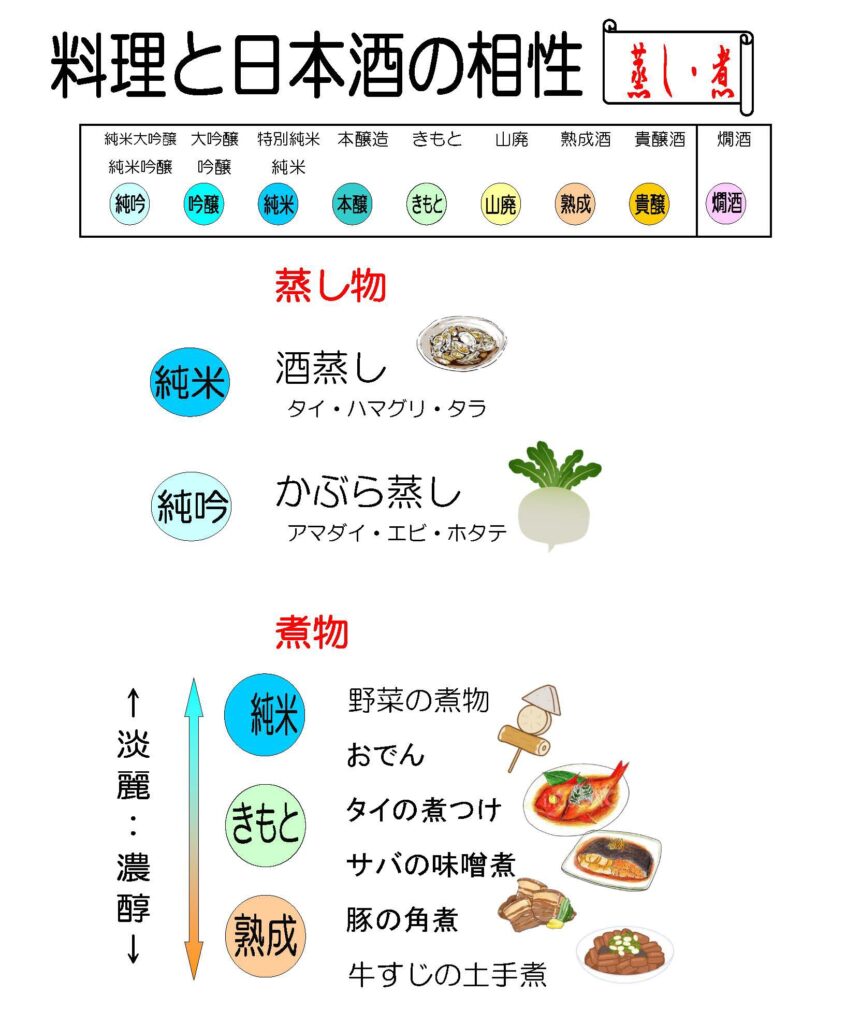
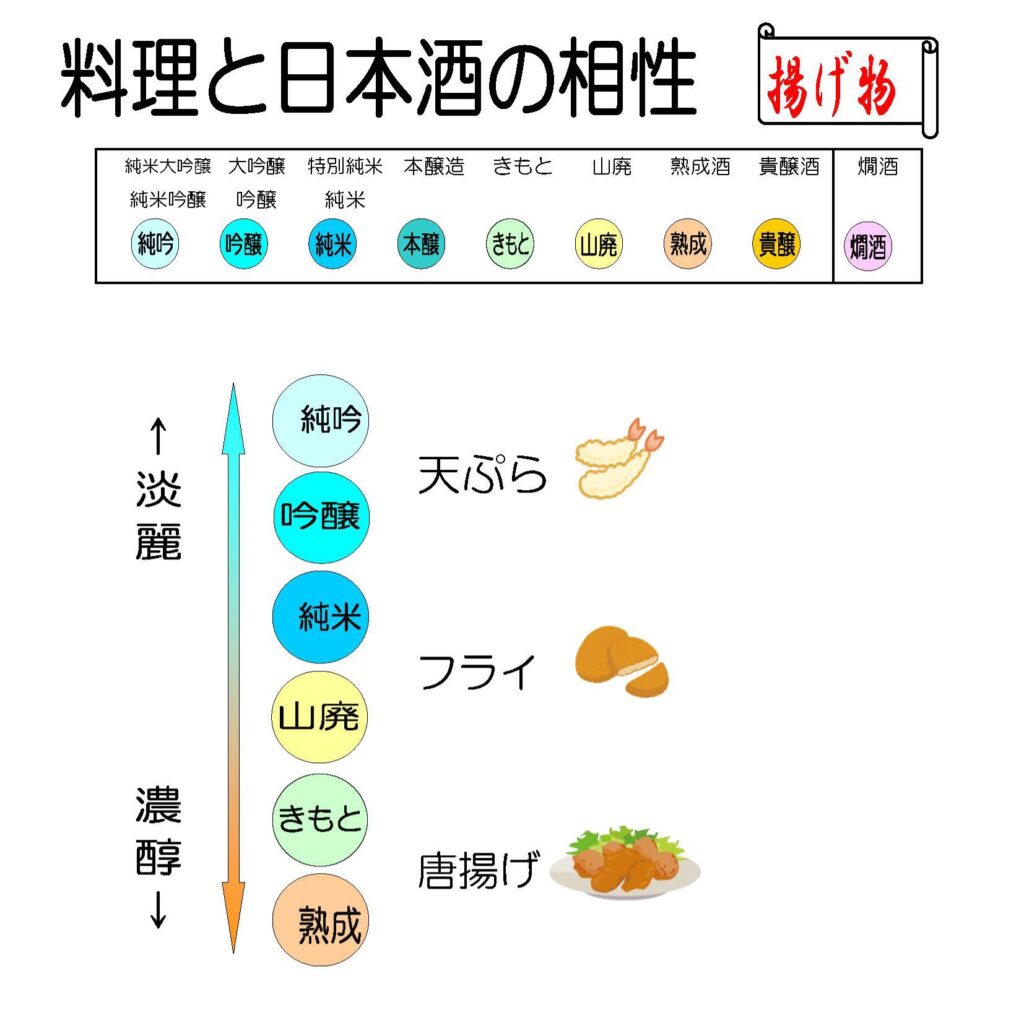
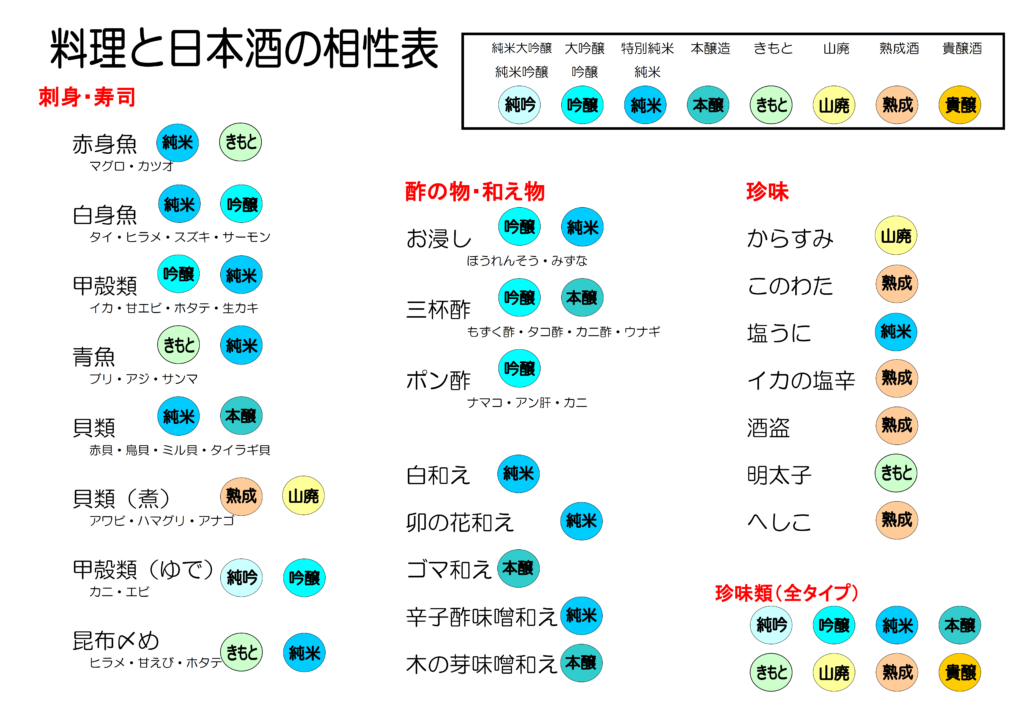
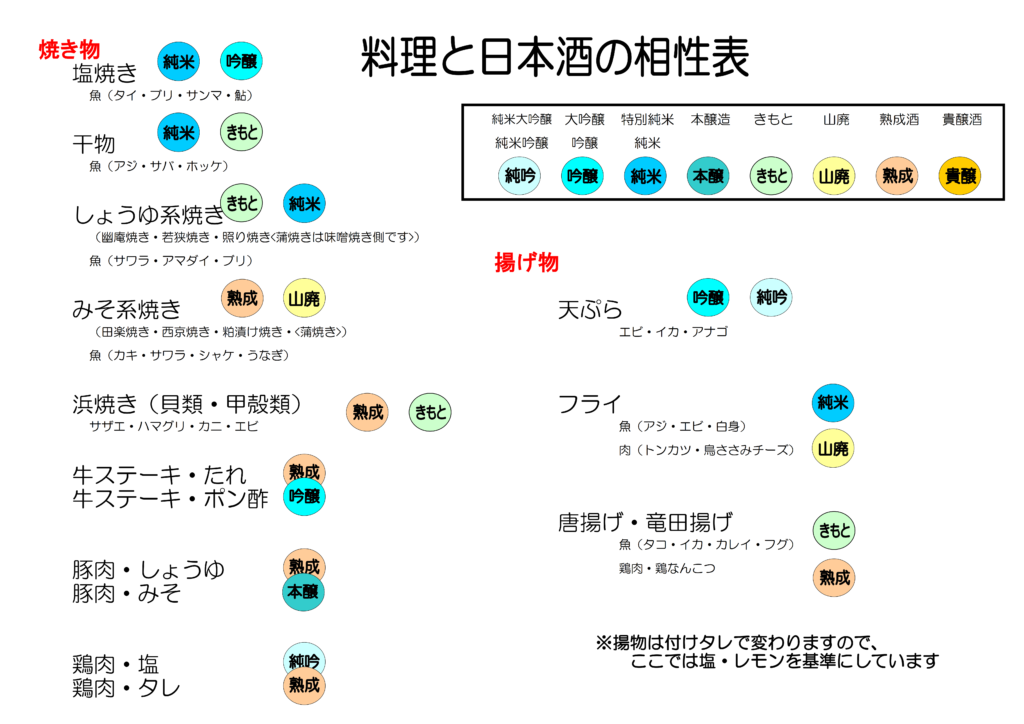
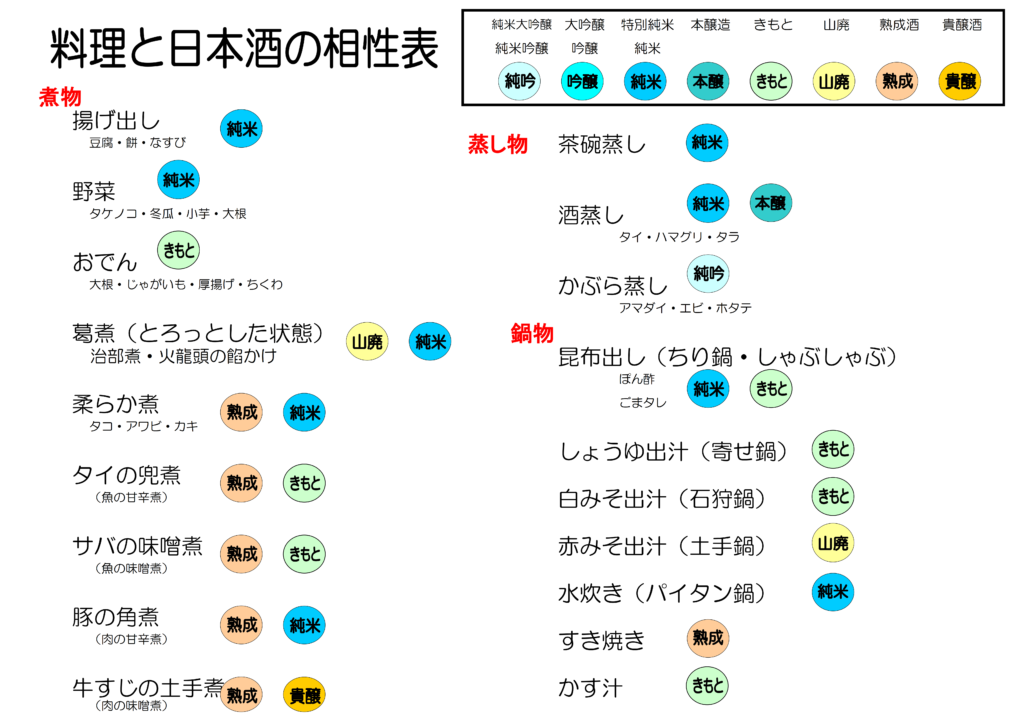
日本酒と料理の相性〈食材、甘辛度(酒度)、濃淡度(酸度・アミノ酸度)、温度、器など〉
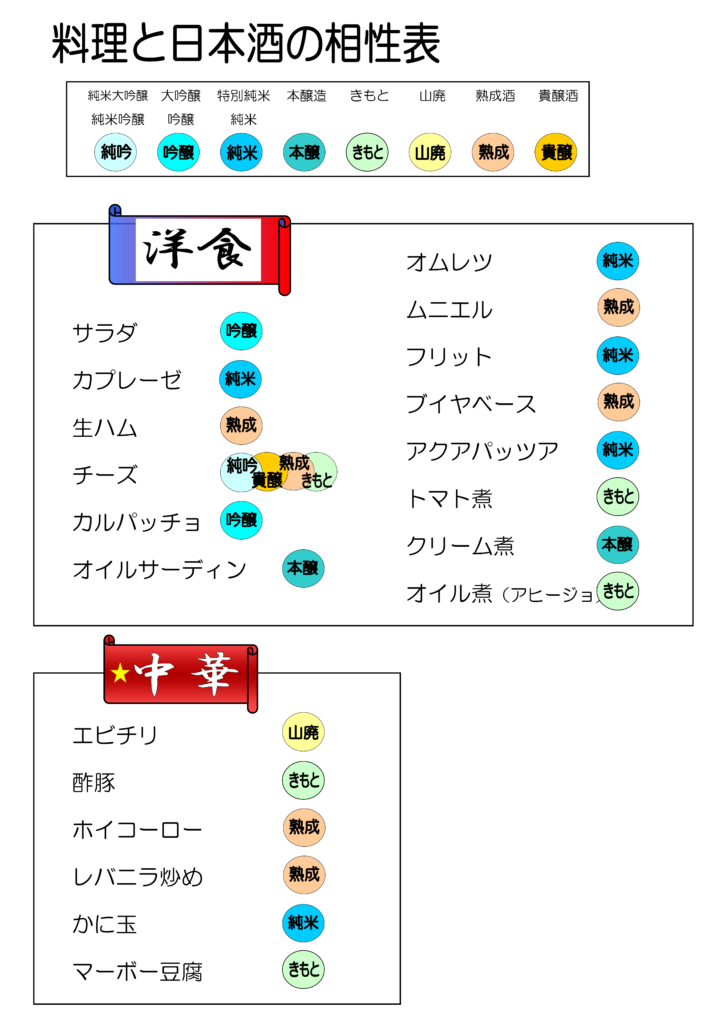
日本酒と料理の相性を再確認し、新しい組み合わせや新しい試みを図や表などイラストを使って考察。
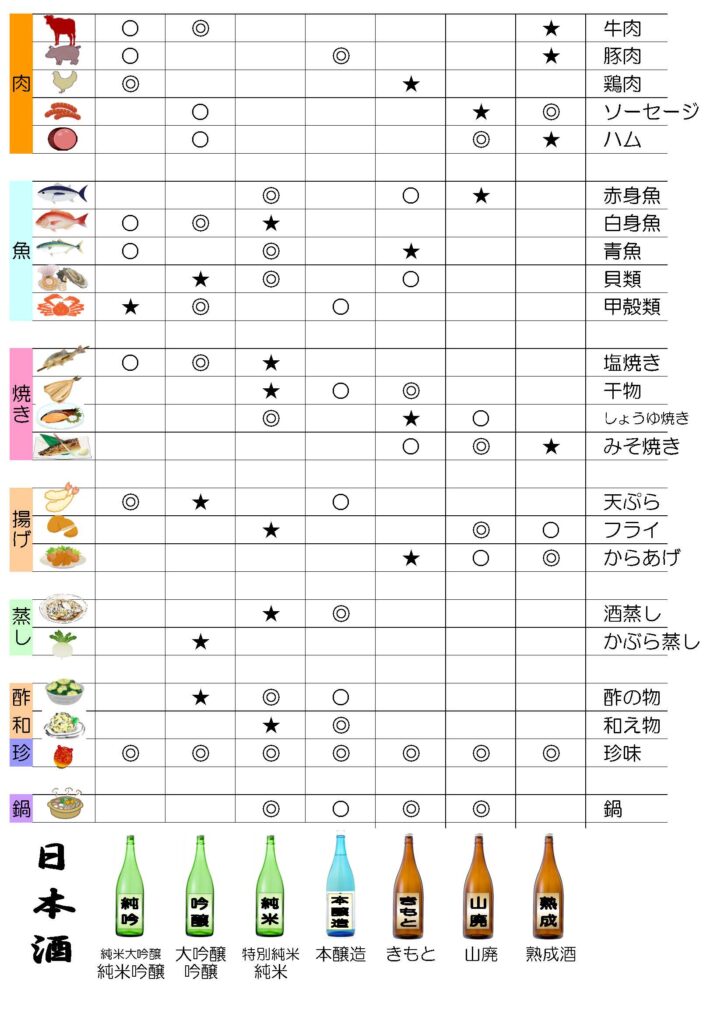
↑上記の画像の相性は、日本酒の醸造方法からの視点で考察した相性表です。。
3.日本酒と料理の相性表
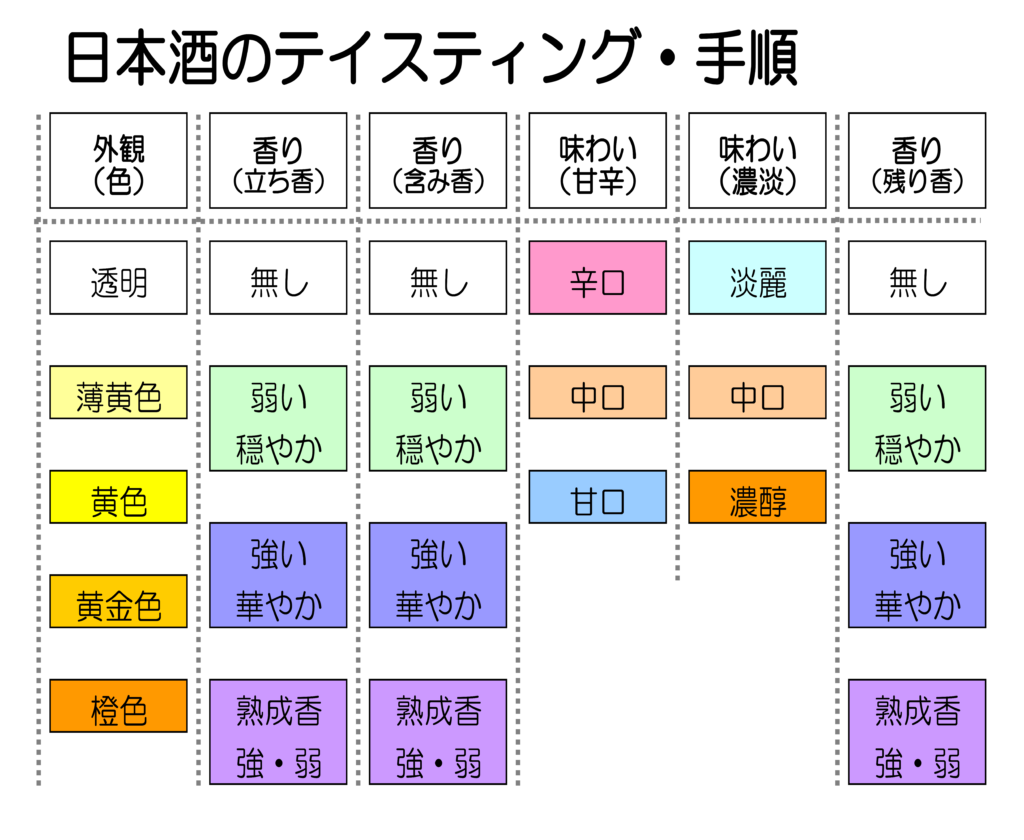
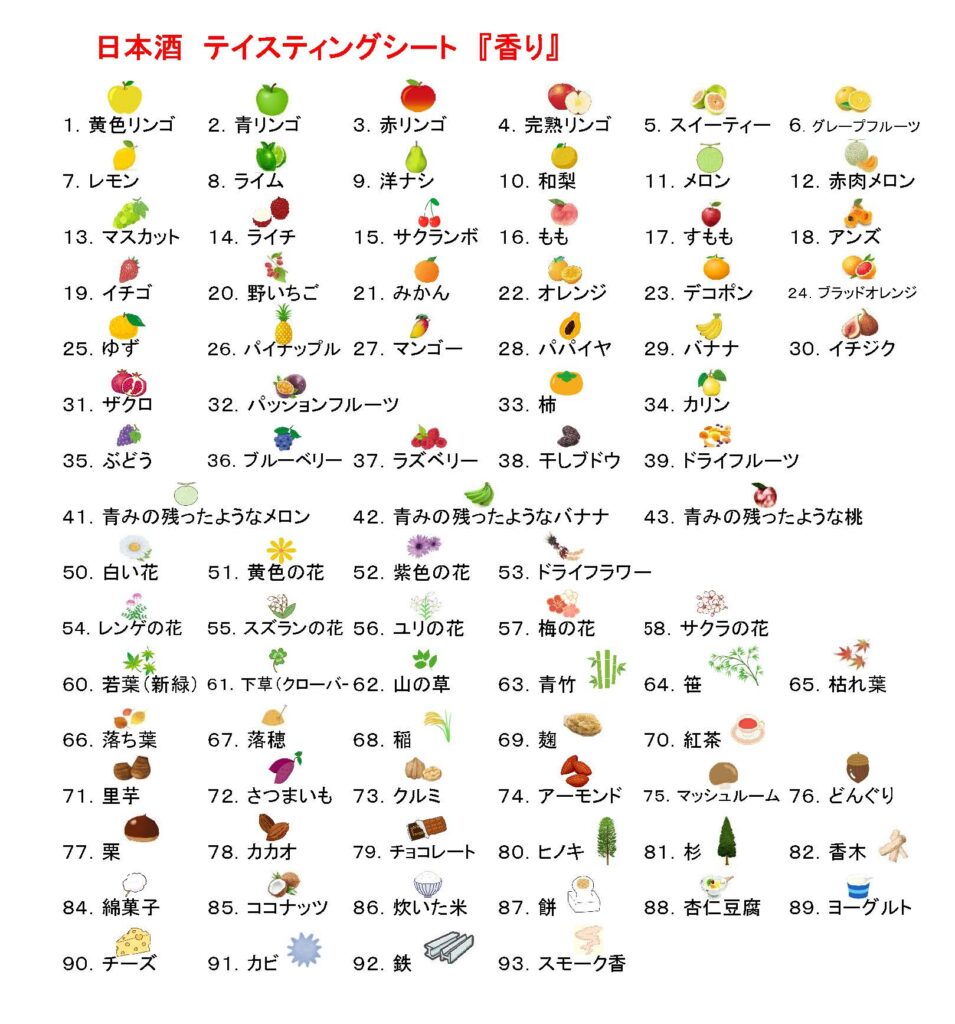
4.日本酒のテイスティングコメント・手順
#日本酒テイスティング #外観・香り・味わい #フォーマット #テイスティングコメント手順
↑上記の画像を参考に左側からコメントを構築して説明すると伝わりやすい場合があります。
※香りや味の表現は個人の感じ方によって変わる為、多くの方と同じ瓶の物を飲んで、意見を共有すると感じていなかった香りや味わいを再確認できる事があります。
テイスティングコメントの例として、『外観は無色透明で、立ち香は優しく穏やかな林檎の香りが感じられ、含み香は赤リンゴ、黄色リンゴ、白ブドウ、サクランボ、白い花を想わせる華やかな香り、優しい口当たりで綺麗な甘味と酸味、透明感のある旨味、軽やかながら伸びのある味わい。(※試飲は獺祭の純米大吟醸45)』

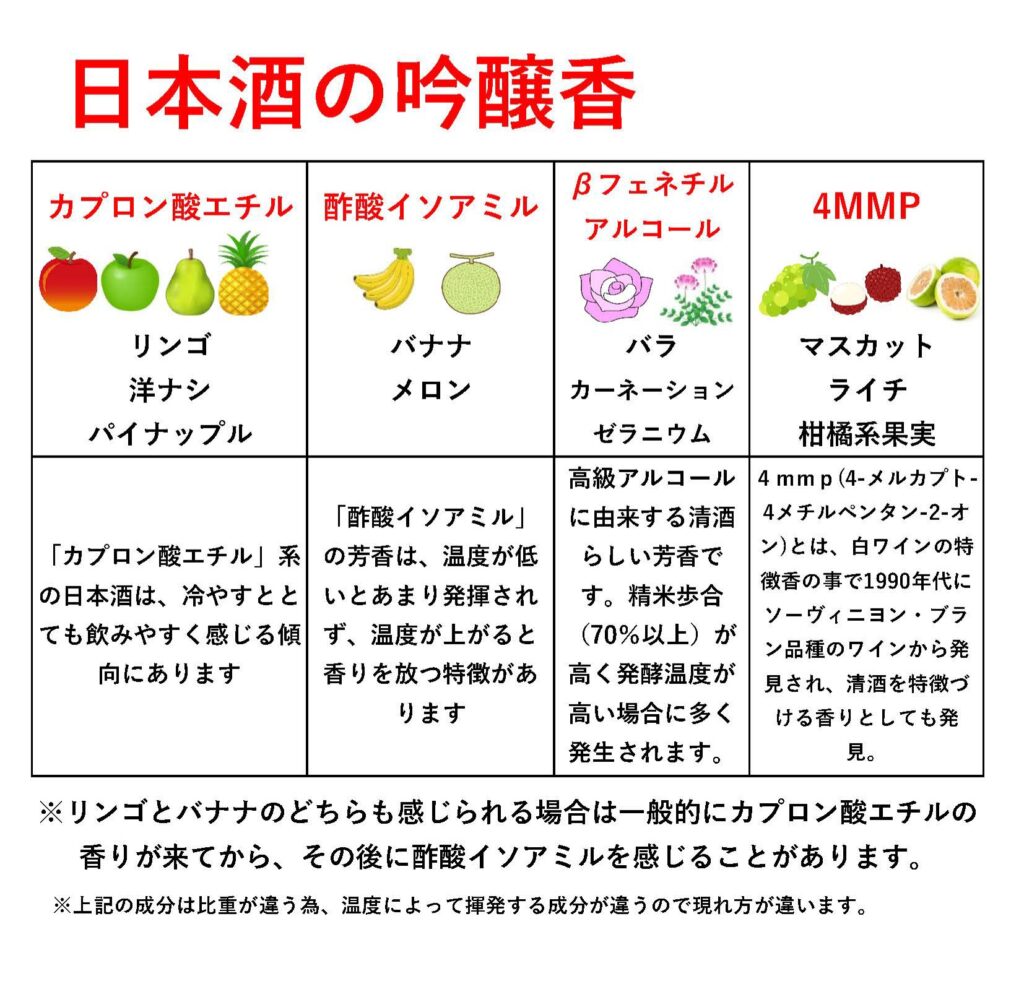
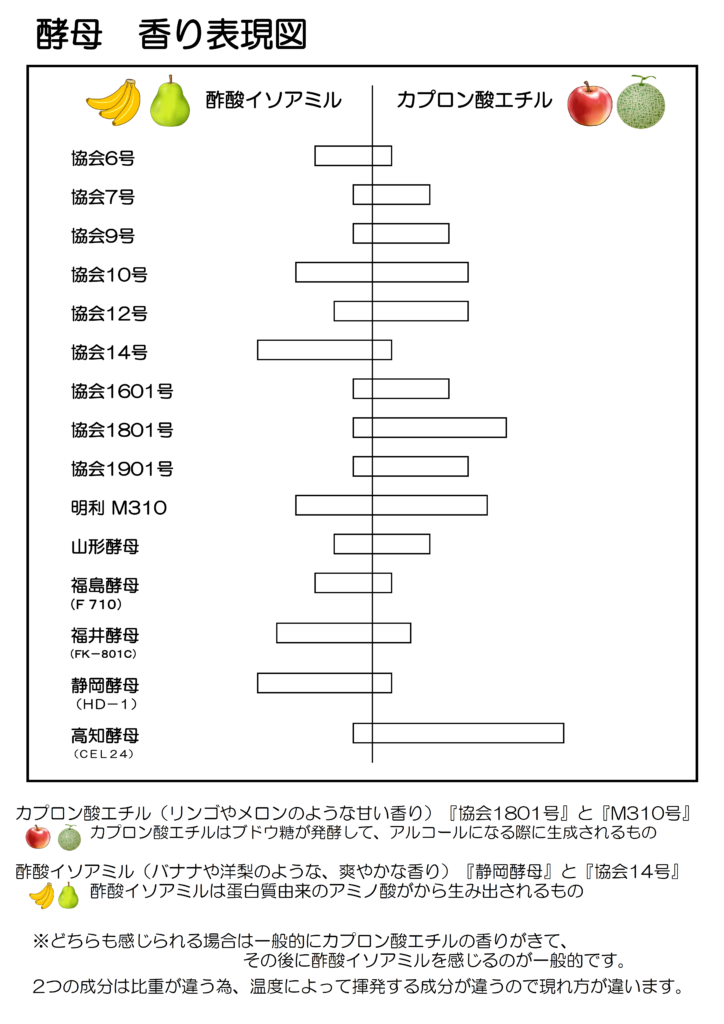
※どちらも感じられる場合は一般的にはカプロン酸エチルの香り(リンゴやメロンの様な香り)が来てから、その後に酢酸イソアミル(バナナや洋ナシの様な香り)を感じる事があります。2つの成分は比重が違う為、温度によって発揮する成分が違うので現れ方が違います。
5.日本酒の味わい表現
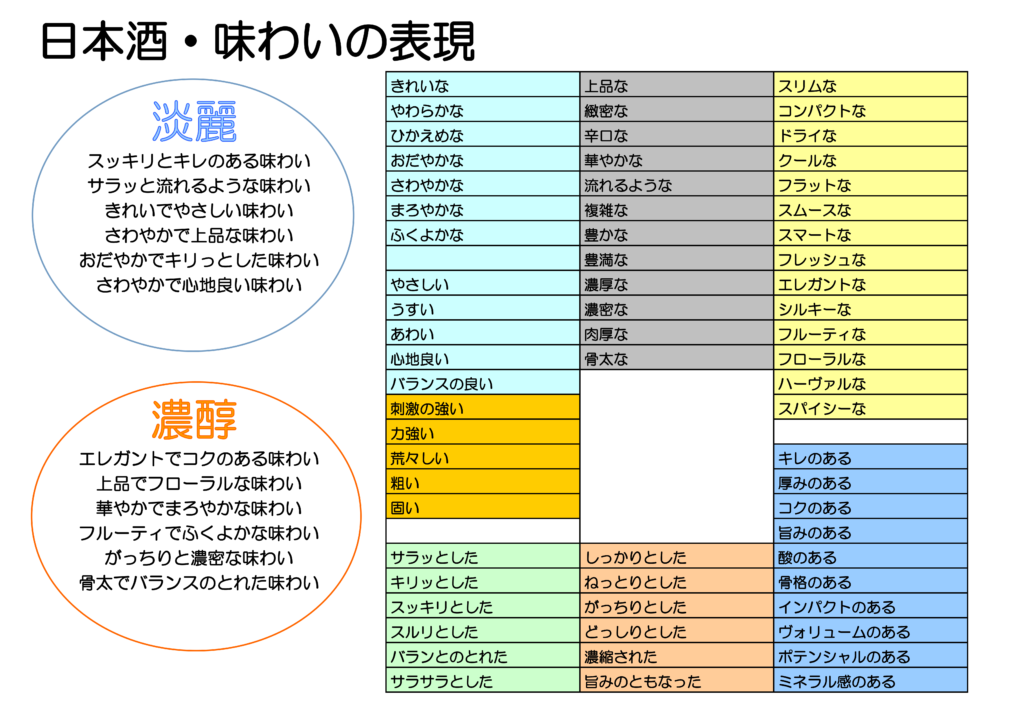
日本酒・味わいの表現用語(一覧表)
| 淡麗 | リッチ |
| スッキリとキレのある味わい | エレガントでコクのある味わい |
| サラッと流れるような味わい | 上品でフローラルな味わい |
| きれいでやさしい味わい | 華やかでまろやかな味わい |
| さわやかで上品な味わい | フルーティでふくよかな味わい |
| おだやかでキリっとした味わい | がっちりと濃密な味わい |
| さわやかで心地良い味わい | 骨太でバランスのとれた味わい |
| 淡麗辛口 | きれいでスッキリした味わい |
| 淡麗甘口 | やわらかでスルリとした味わい |
| 濃醇辛口 | どっしりとキリッとした味わい |
| 濃醇甘口 | なめらかとガチッとした味わい |
日本酒特有の味わい表現について
日本酒の味わいで特有の用語を使う場合があります。淡麗の場合、『雪解けのような・雪のような・雪を〇〇』です。これは雪国で作られる地域でキレイな味わい表現で多く使われる傾向にあります。日本酒造りには水が重要であることの例えです。〈日本酒の80%が水〉
日本酒の独特の味わい表現で『キレのある』『キレがある』のようにキレという言葉を使います。理由は日本は武家社会の時代があり、『武家→日本刀→切れる』というように、切れる刀は『良い刀→良い酒』になりました。
日本独自の味わい表現では、『スッキリとした』『サラッとした』『トロリとした』『ドシッとした』『キリッとした』『パリッとした』のような感受表現です。音や擬音などでの味わいを表現するのも、日本酒(日本)の特有の表現のひとつです。海外では擬音での味わい表現が無い為、日本らしさを表現する時などに使うには面白いと思います。(ワインの用語があるように、日本酒の用語があります)
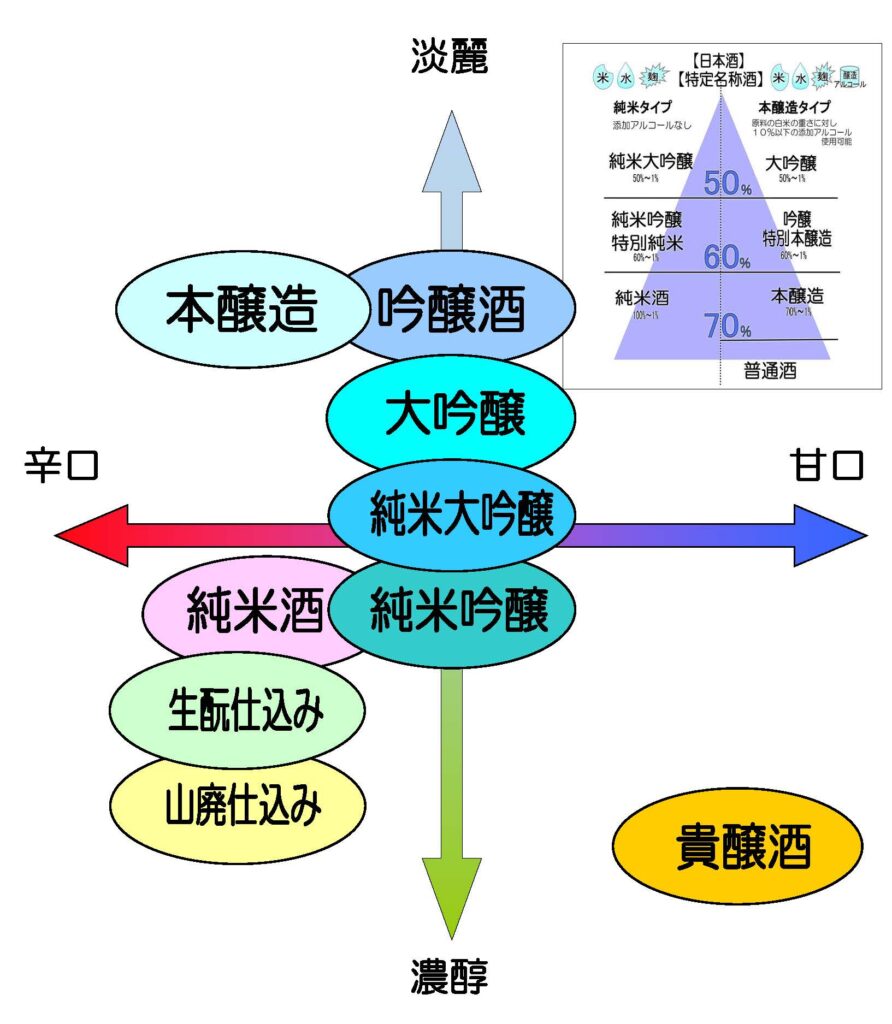
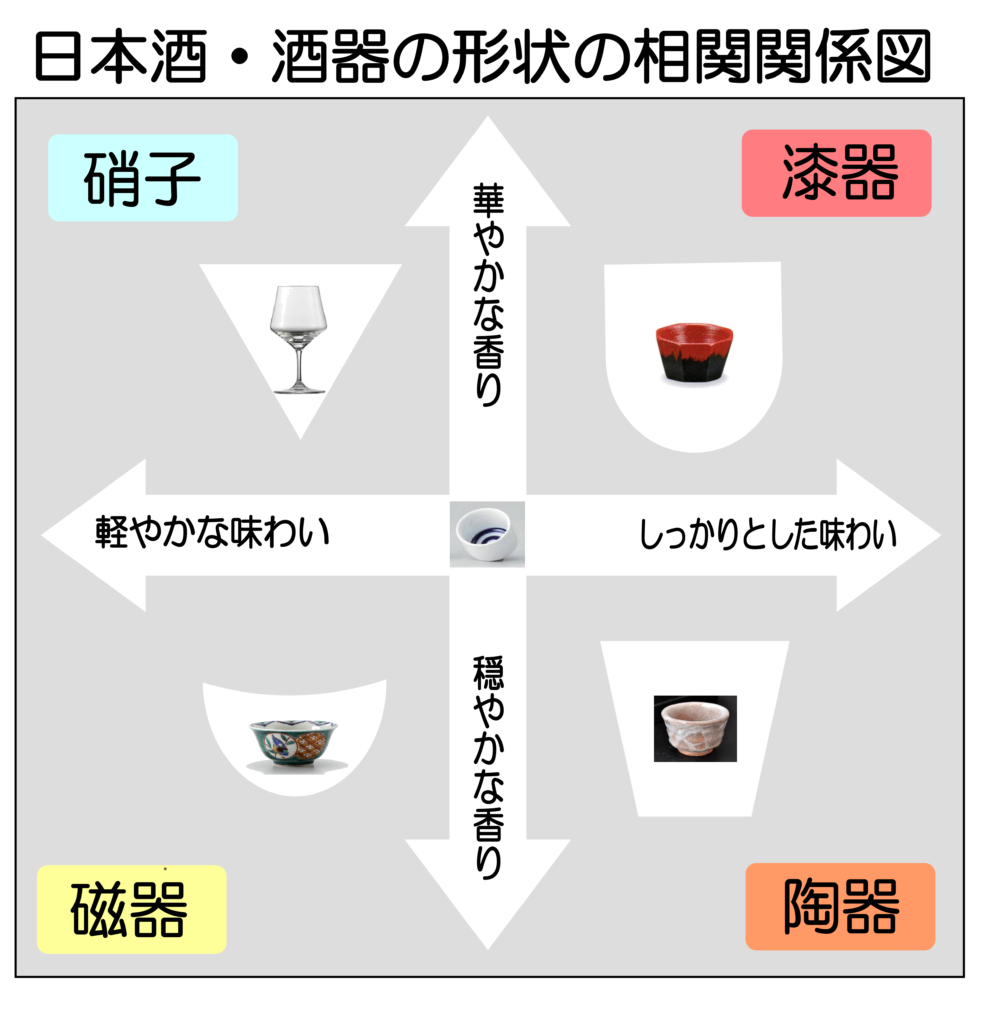
6.日本酒・味わい表現の違い
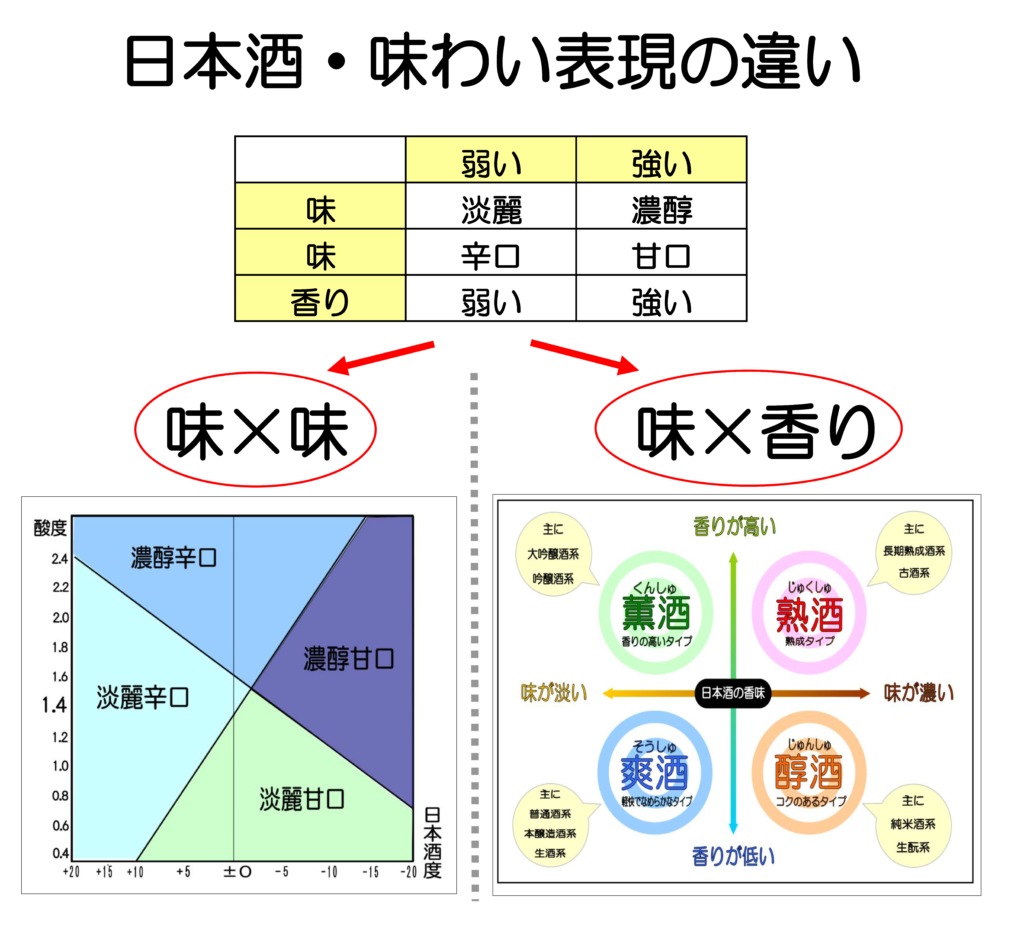
↑のイラスト画像は日本酒の味わいを表現する時に使われる表です。左側は味の濃淡と甘辛で表現した表、右側は味と香りで表現した表です。
←左側は日本酒の濃淡甘辛度表(味わいチャートグラフ)
7.日本酒の香味表(タイプチャートグラフ)
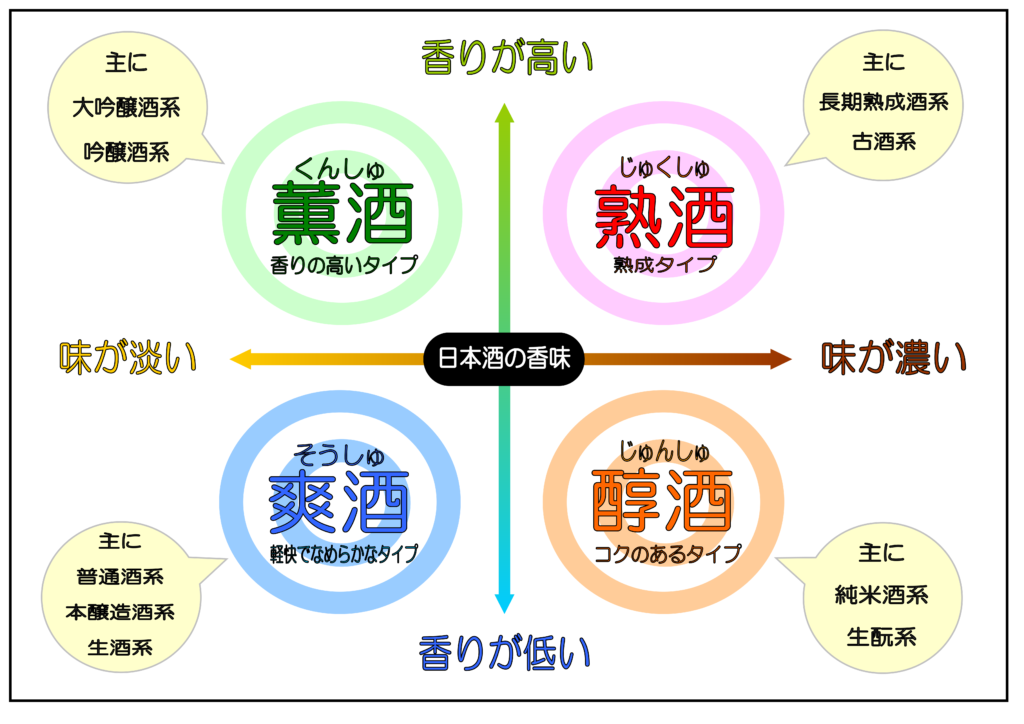
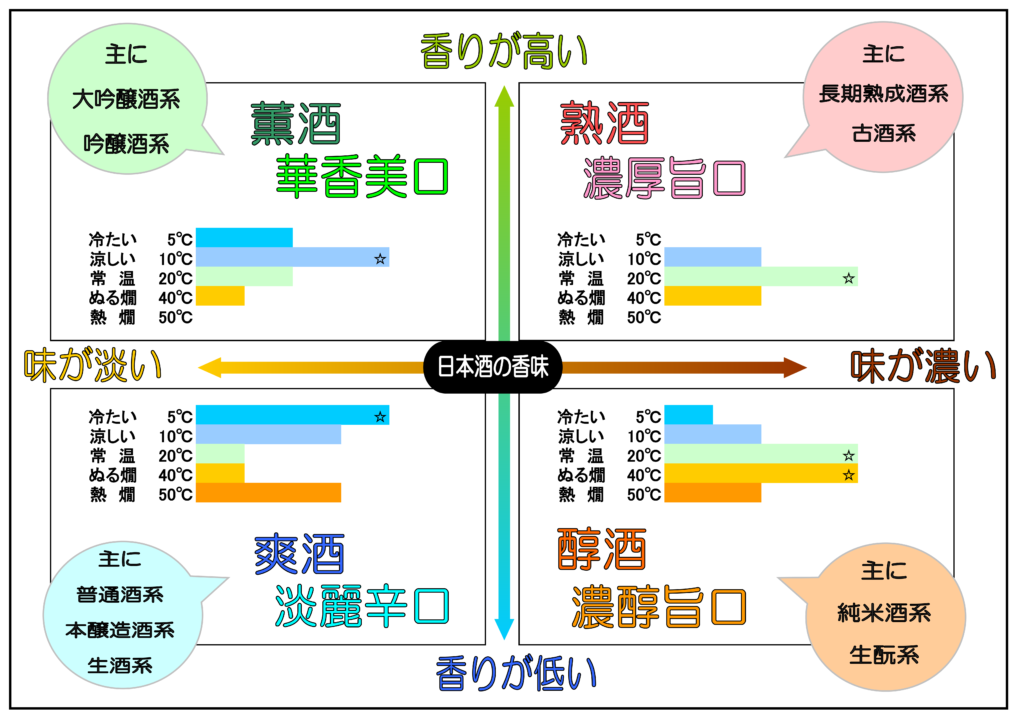
日本酒の香味チャート(タイプチャート)
| 味わいタイプ | 特徴 |
| 爽酒 | 軽快でなめらかなタイプ |
| 薫酒 | 薫りの高いタイプ |
| 醇酒 | コクのあるタイプ |
| 熟酒 | 熟成したタイプ |
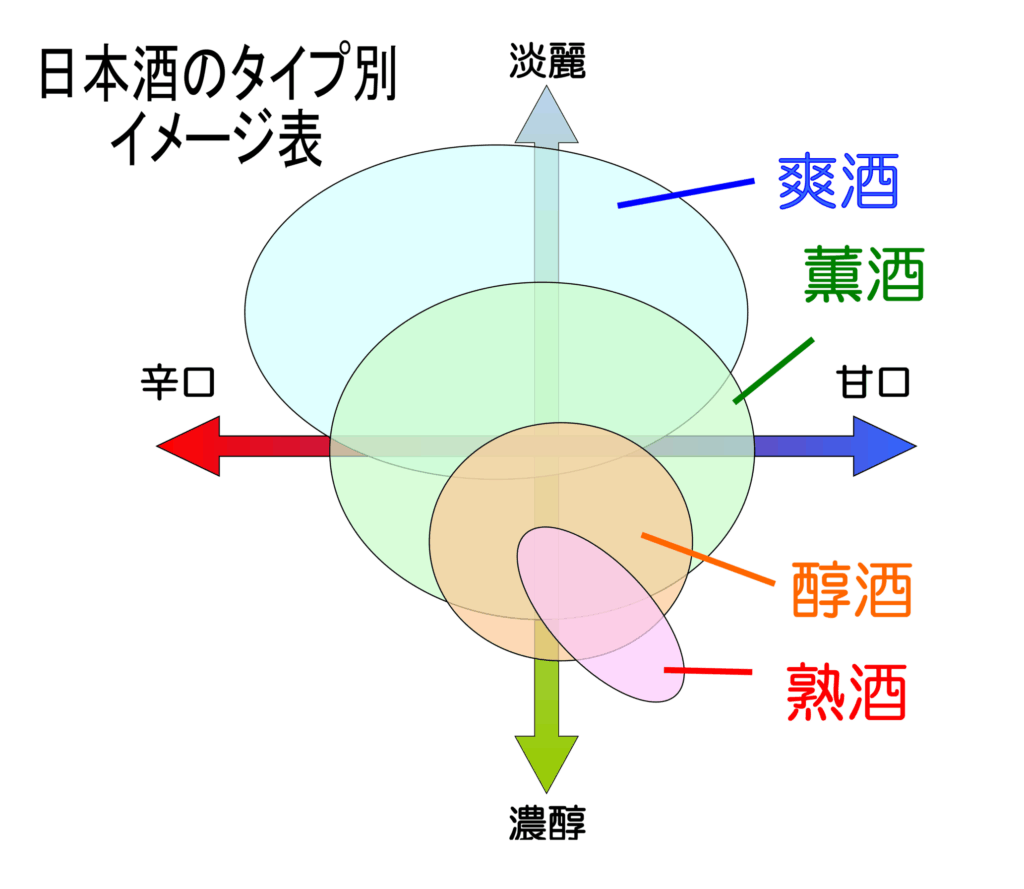
※薫酒(くんしゅ)の中にも爽酒(そうしゅ)や醇酒(じゅくしゅ)と想えるタイプもある為、イメージ画像を添付いたしました。
爽酒(そうしゅ)は淡麗辛口のタイプが比較的多く、低い温度で飲む傾向にあります。(夏の季節やお寿司〈鮨〉)を食べる時など)
薫酒(くんしゅ)は香りが豊かなタイプが多いです。(天ぷら、肉料理など)
醇酒(じゅんしゅ)は純米酒に比較的多く、燗酒など多彩な温度で楽しめます。(おでん、お鍋料理など)
熟酒(じゅくしゅ)は熟成したタイプで、複雑味が楽しめます(フライ、肉料理など)
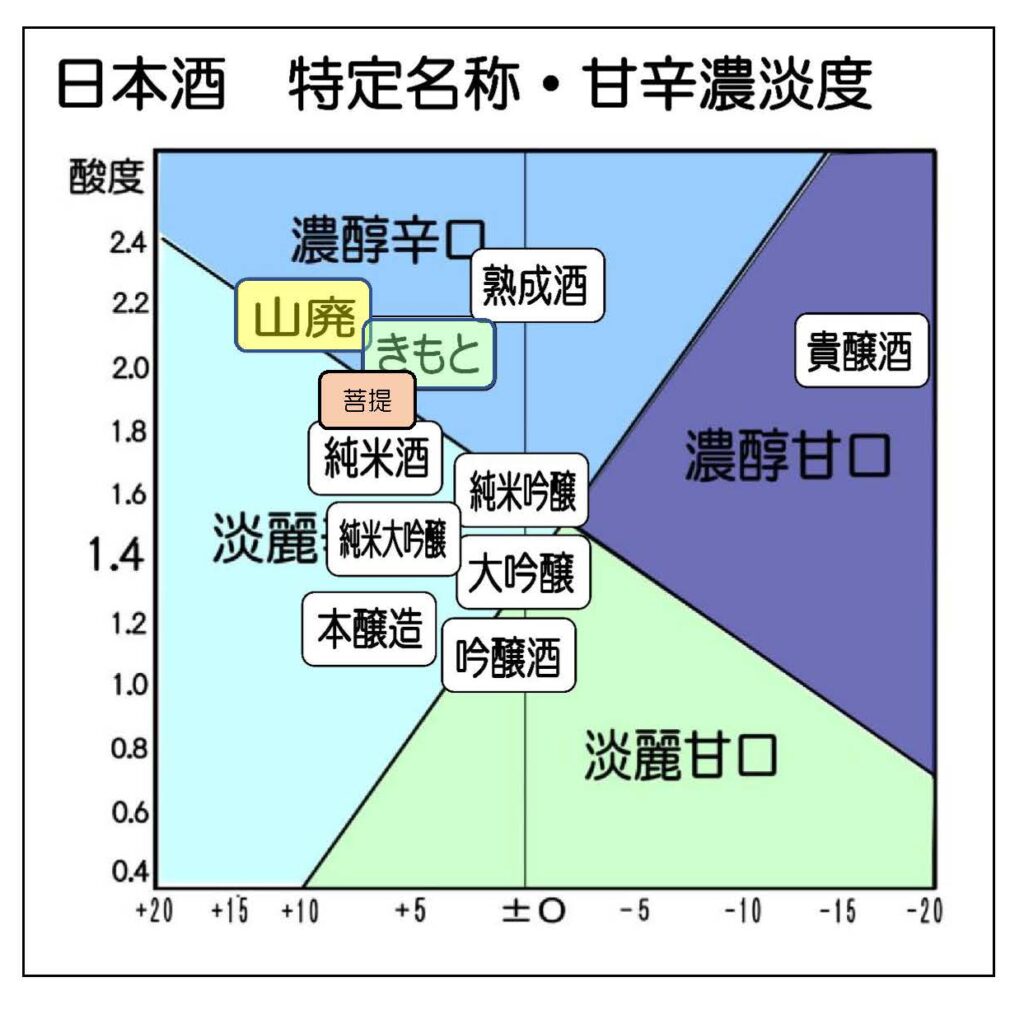
8.日本酒の濃淡甘辛度表
(味わいチャートグラフ)
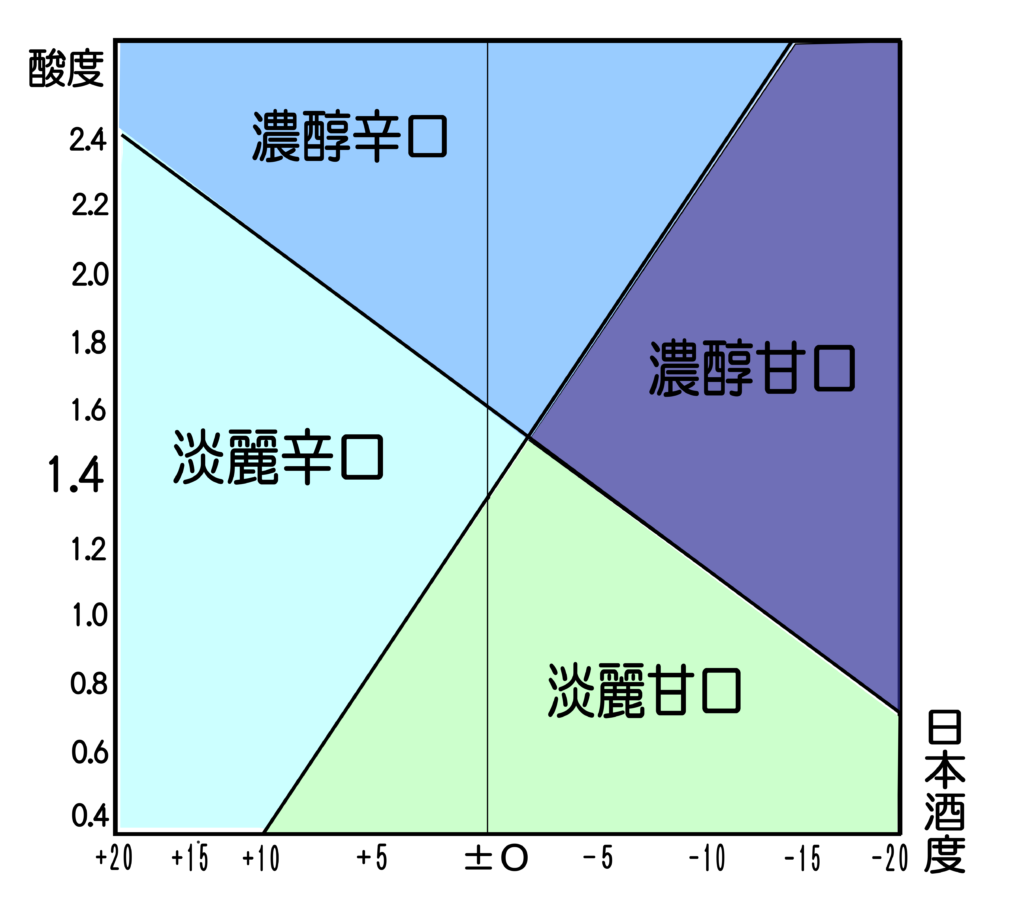
日本酒の濃淡甘辛度表(味わいチャートグラフ)とは
日本酒の甘辛度と濃淡度は日本酒度と酸度から計算できる味の指標です。 甘辛度の数値が高いと辛口(+の値が大きい・辛口)、低いほど甘口(-の値・甘口)、また濃淡度の数値(高いと濃醇)(低いと淡麗)であることを示します。
座標にすれば淡麗辛口、淡麗甘口、濃醇辛口、濃醇甘口の4つに大分類することができますが、一つの目安です。〈※正確には日本酒度とは、お酒の重さ。比重です。〉〈※甘口と感じるか、辛口と感じるかは、糖分だけではなくて、酸の量やアルコール度でも影響します。アルコール度が低い場合はマイナスになりますが、辛口に感じることもある。酸が多いときも辛口に感じます。〉
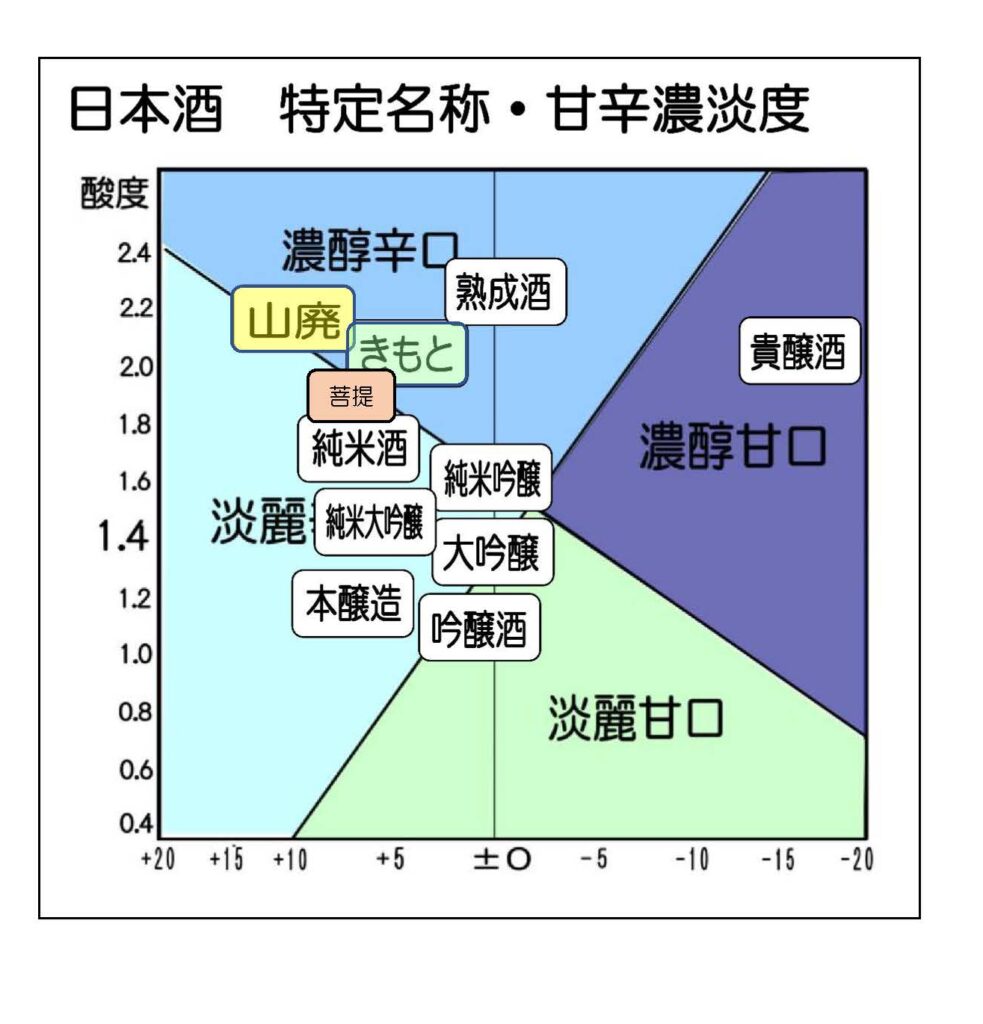
※8aと8bのイメージチャート表は大体のイメージです。チャート表では純米酒は辛口の方に寄っていますが、甘口の純米酒もあります。
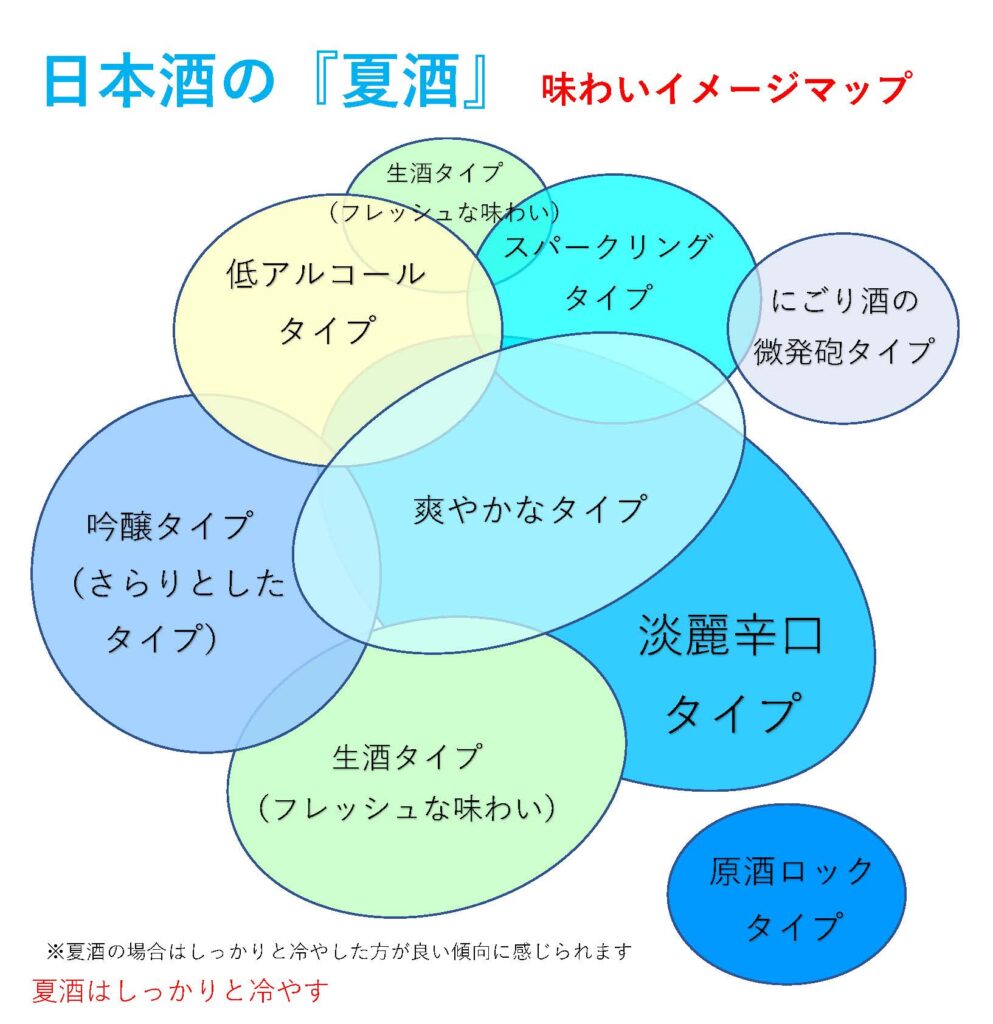
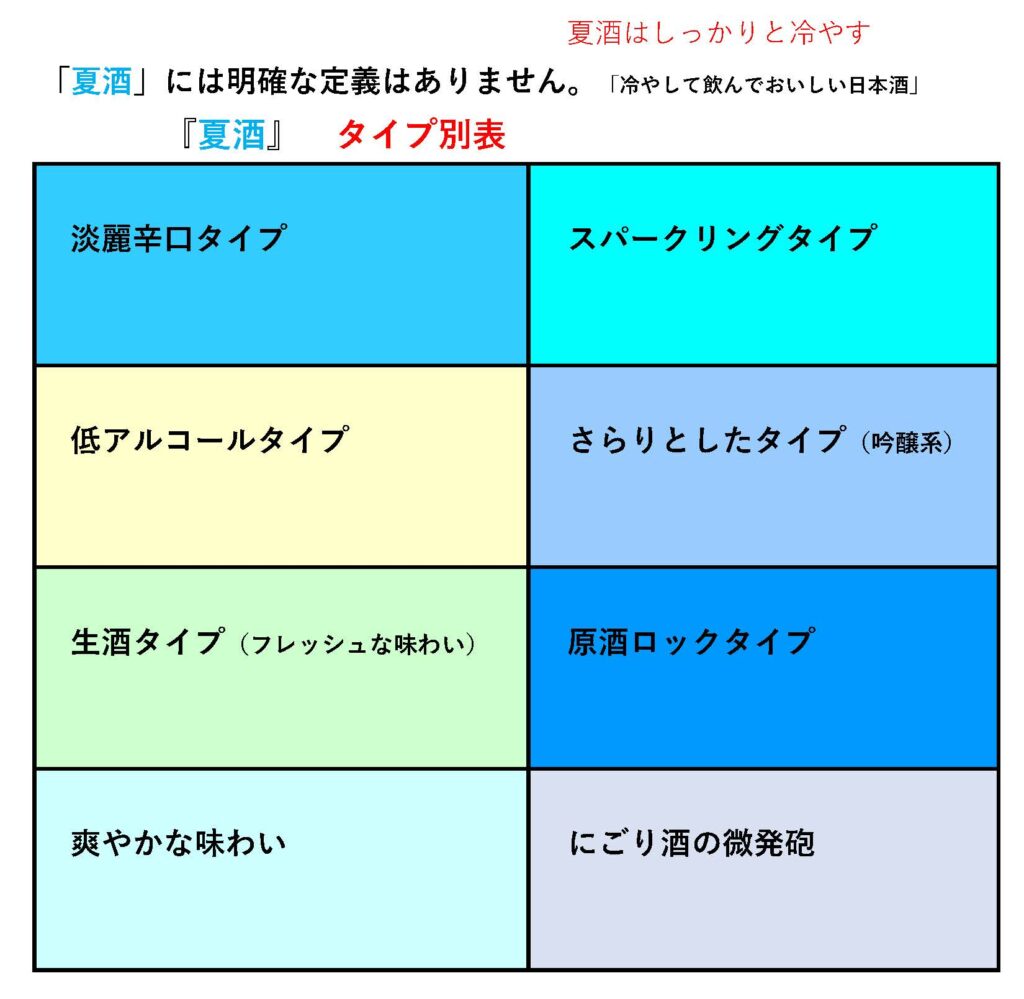
『夏酒(なつざけ)』とは、様々な酒蔵が提案する「冷やして楽しむ日本酒」のこと。 「
9.日本酒の酒度表・酸度表
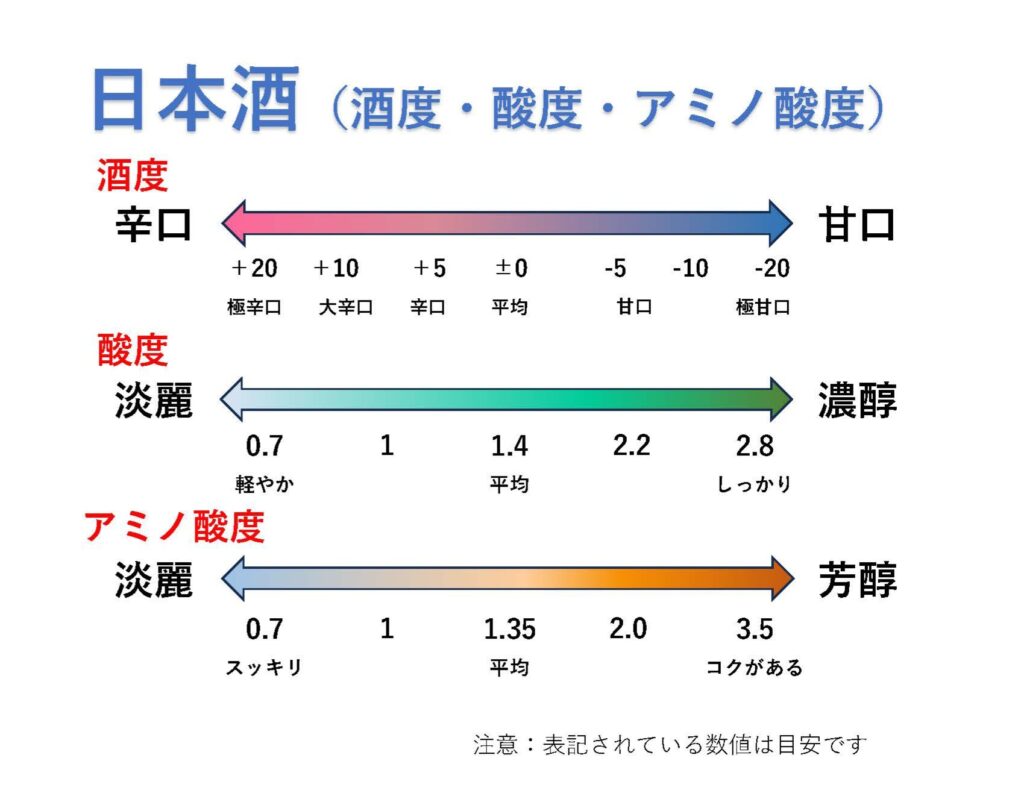
- 酒度=甘辛度 (+は辛い、-は甘い)
- 酸度=濃淡度 (1.3~1.5は普通)
| 甘辛度 | 酒度 |
| 激辛 | +30~+15 |
| 大辛口 | +14~+9 |
| 辛口 | +8~+5 |
| やや辛口 | +5~+2 |
| 中口 | +2~-1 |
| やや甘口 | -2~-5 |
| 甘口 | -6~-15 |
| 大甘口 | -15~-30 |
| とても甘い | -30~-70 |
| 濃淡度 | 酸度 |
| 非常に濃縮された | 2.8以上 |
| しっかりとした濃淳 | 2.3~2.7 |
| 濃淳 | 1.9~2.2 |
| やや濃醇 | 1.6~1.8 |
| 普通 | 1.3~1.5 |
| 淡麗 | 1.2~0.9 |
| 超軽量 | 0.8~ |
日本酒 (酒度・酸度・アミノ酸度)
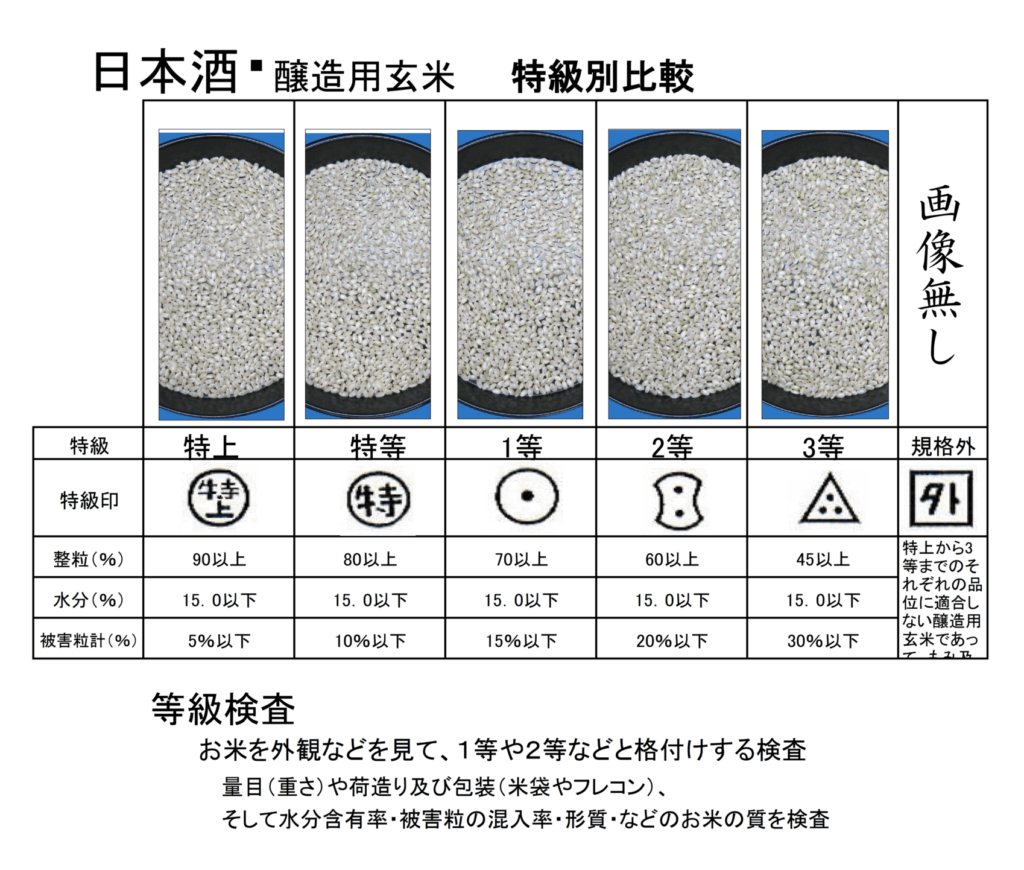
A.酒米
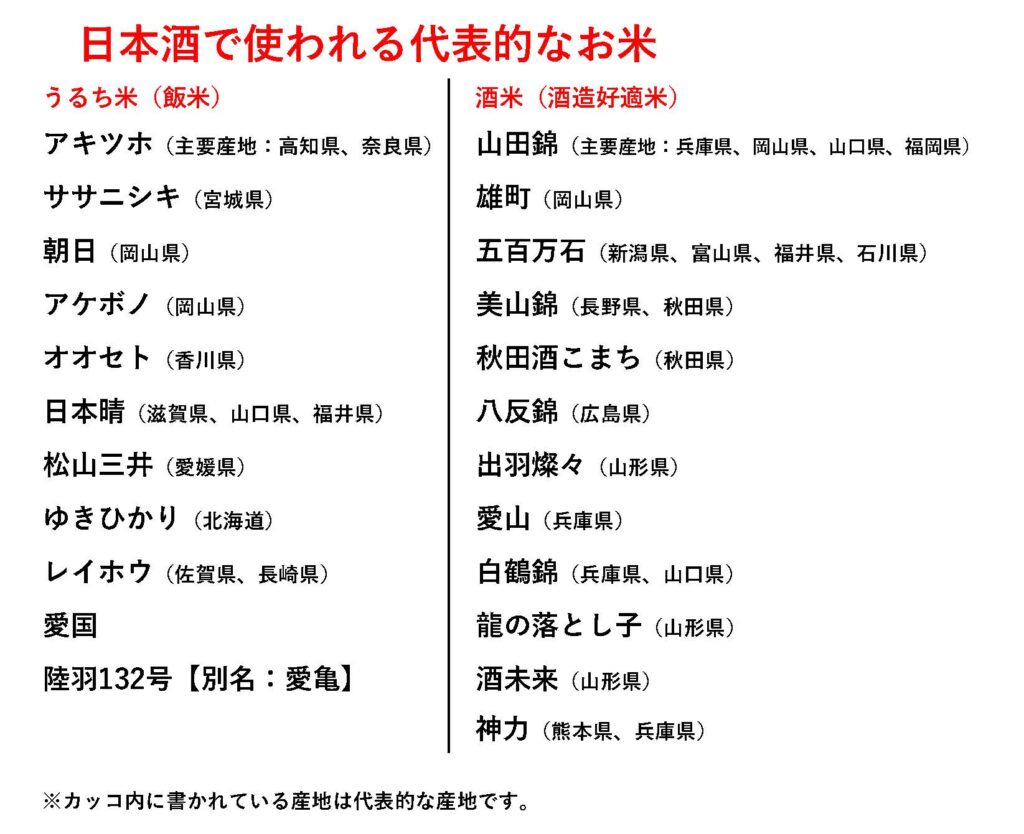
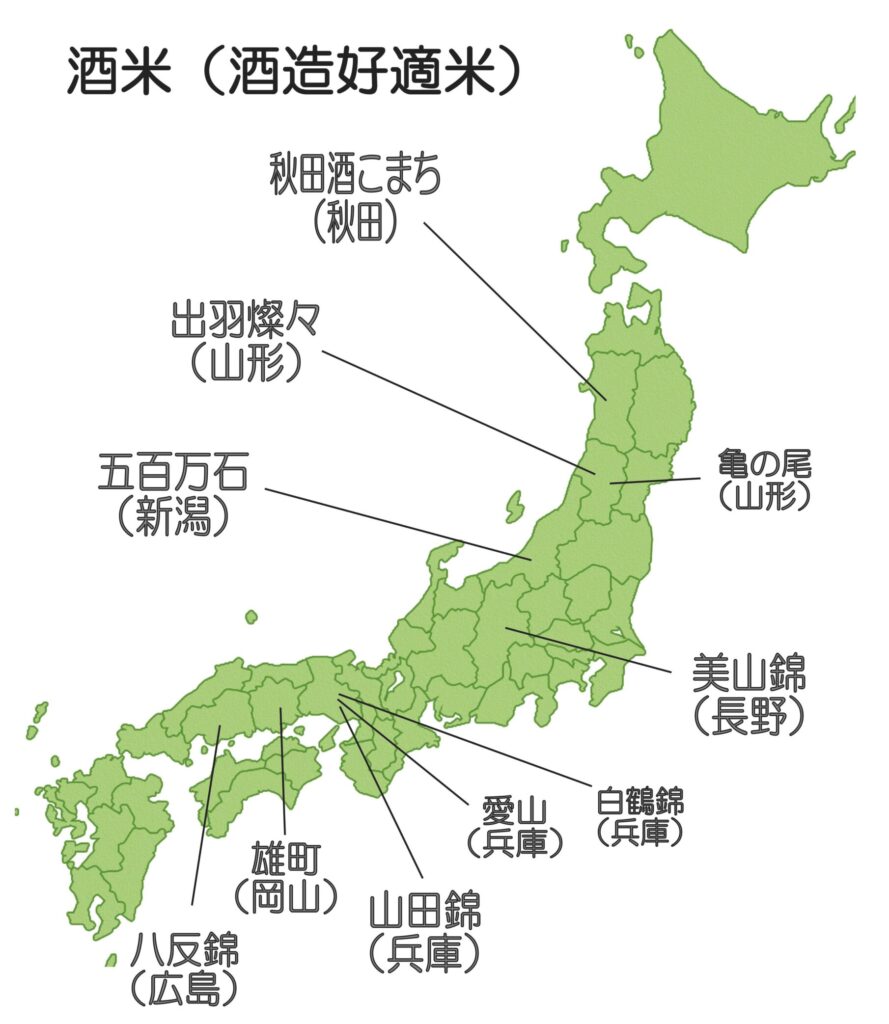
酒米(酒造好適米)
日本酒造りを目的に作られたお米のことを、「酒造好適米」と呼びます。「酒米」は酒造りに使われるお米のことです。酒米は、食用の米と比べると「心白」と呼ばれる米の中心部分が大きいことが特徴です。酒造好適米は、あらかじめ心白が大きくなるように作られた、まさに酒造りのためのお米です。
「酒を造る米」=「酒米」と考えることはできない。なぜなら日本酒の原料として、醸造用玄米に分類されない一般米、すなわち農産物規格規程で水稲うるち玄米(「ササニシキ(宮城)」・「アキツホ(主要産地:高知)」・「朝日(岡山)」・「アケボノ(岡山)」「オオセト(香川)」「新千本(広島)」「日本晴(滋賀、山口、福井)」「松山三井(愛媛)」「ゆきひかり(北海道)」「レイホウ(佐賀、長崎)」など)に分類される品種からも日本酒は造られています。
Aa.酒米の品種別・特長
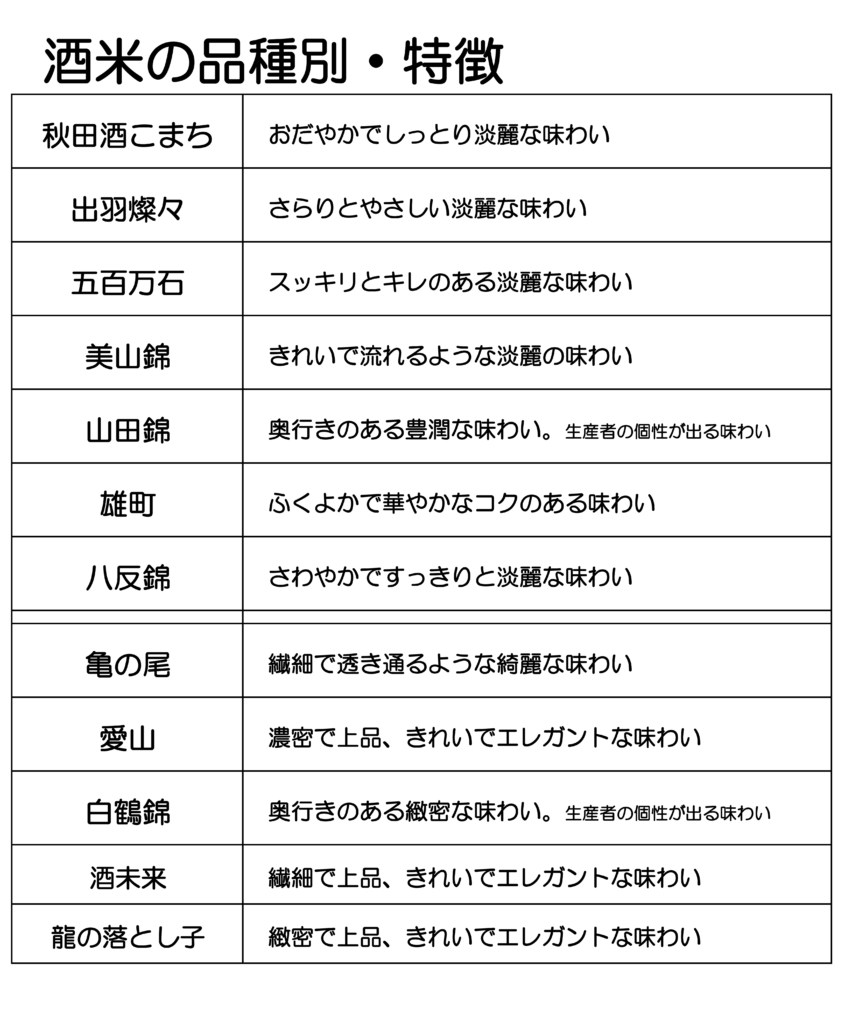
酒米(酒造好適米)特徴
| 秋田酒こまち | おだやかでしっとり淡麗な味わい |
| 出羽燦々 | さらりとやさしい淡麗な味わい |
| 五百万石 | スッキリとキレのある淡麗な味わい |
| 美山錦 | きれいで流れるような淡麗の味わい |
| 山田錦 | 奥行きのある豊潤な味わい。生産者の個性が出る味わい |
| 雄町 | ふくよかで華やかなコクのある味わい |
| 八反錦 | さわやかですっきりと淡麗な味わい |
| 亀の尾 | 繊細で透き通るような綺麗な味わい |
| 愛山 | 濃密で上品、きれいでエレガントな味わい |
| 白鶴錦 | 奥行きのある緻密な味わい。生産者の個性が出る味わい |
| 酒未来 | 繊細で上品、きれいでエレガントな味わい |
| 龍の落とし子 | 緻密で上品、きれいでエレガントな味わい |
山田錦(兵庫県)
酒米の王様とも言われ、酒造好適米の生産量は全国第1位です。東北(新潟)から九州まで広く栽培されていますが、品質はさまざまです。中でも兵庫県の吉川町・東条町・杜町東部で栽培されたものが最高とされています。(特Aと表記された物)
山田錦は、とても大粒で心白が約80%を占めています。また、お米をたくさん削っても割れにくいので、大吟醸酒などの高級酒を造ることにも向いています。個性を主張するのではなく、造り手のいうことをよく聞く優等生のような品種です。造り手にとって酒造りのしやすいお米です。山田錦の特徴のひとつに、吸水性が高く質の良い麹が造りやすいという点があります。
「村米制度」をはじめとする独特の歴史があり、品種の地域特性が強く認識されている。代表的な所では兵庫県の「三木市」「加東市」「加西市」「多可町」「西脇市」「三田市」など、より細かくすると「加東市米田村」「加東市上久米」「加東市東条町」「加東市秋津町」「三木市吉川町」など。産地名を記載する点で山田錦以外では雄町(赤磐雄町・岡山県赤磐地区)くらいが一般的に認知されている。
6月頃に田植えをして10月に収穫を行う。晩成タイプ
山田錦の味わいは、大吟醸酒では華やかな吟醸香とスッキリとした味わいに優れ、「やや甘みが強く味わいがある」とも評されています。全体的に香り高く、繊細できれいな味わいになるといわれています。また、質の良い麹が造れるため、日本酒度を上げて辛口に仕上げたとしても、米の旨味、甘みが残せることも大きな特徴です。
山田錦の場合、生産量も圧倒的に多く、たくさんの生産者(酒蔵)から商品をリリースしている為、香りや味わいはその蔵の個性とも特徴とも言えるようにバリエーションが豊富であるように感じます(水と酵母が違う為)。 また、各蔵の上位クラスは山田錦であることが多く、上位クラスの味わいは「上品でエレガント」です。
五百万石(新潟県)
酒造好適米の生産量は全国第2位です。北陸を中心に普及し、2001年に山田錦に抜かれるまでは、酒造好適米としては長く作付け面積1位でした。原産地は新潟で、富山、石川、福井などの北陸を中心に生産高が多く、1957年(昭和32年)、新潟の五百万石の生産高が500万石を突破したことを記念し命名されました【1944年(昭和19年)に「交系290号」として誕生】。五百万石は蒸しあがったときに適度に硬くて弾力があるため、機械での扱いに適していると言われています。このように扱いやすいお米であることから、原料として最も使用されている酒造好適米です。やや倒れやすく白葉枯病に弱いが、気候に左右されずらく発育が良い早生(わせ)です。
たくさん削ってしまうとお米が割れてしまうので、精米歩合の低いお酒にはあまり向きません。淡麗できれいな味わいになると言われています。
「フルーティーな香り」を醸し出す代表的品種で、1980年代以来、吟醸酒ブームの立役者となっています。
五百万石の味わいは淡麗でスッキリとしたキレの良い味わい。淡麗辛口の代名詞的品種。
美山錦
酒造好適米の生産量は全国第3位です。長野県で生み出された美山錦は、美しい山の頂の雪のような心白がある酒造好適米という意味にちなんで命名されました。「たかね錦」に放射線処理を行い、突然異変によって誕生しました。耐冷性がつよいため、中山間地での栽培に適しています。長野県では、標高700m以下の場所で栽培されます。近年は各県オリジナル品種の台頭で減少傾向にあります。
美山錦の味わいはやわらかさとやさしさなめらかでさっぱりとしたキレのあるスッキリと軽快で淡麗な味わい。
雄町(岡山県)
酒造好適米の生産量は全国第4位です。、雄町の生産量の90%が岡山県で作られている。10月下旬に収穫する晩稲品種です。1859年(安政6年)、備前国上道郡高島村雄町の岸本甚造が発見、1866年(慶応2年)に「二本草」と命名、これが現在の備前雄町の直系の祖であり、そこから1922年に純系分離されたものが雄町である。以後、岡山県を中心に普及したが、戦後は衰え1970年前後には作付け面積が6haにまで減少したが、1990年代以降、復活栽培が推奨され、需要が高まった。栽培地によって備前雄町、赤磐雄町、讃州雄町、広島雄町、兵庫雄町、畿内雄町、船木雄町、比婆雄町、改良雄町など多くの枝種がある。雄町はグループは、大きく二つに分けることができます。『純系の雄町』と『交配した雄町』で、『純系の雄町』は備前雄町、赤磐雄町、比婆雄町、畿内雄町、船木雄町で、『交配した雄町』は兵庫雄町、改良雄町、こいおまち、広島雄町(広島雄町は改良雄町の事)です。
心白が大きく軟質で高精白はできませんが、山田錦の親と言われるだけあって非常に米の味わいが豊かで、旨味の強い日本酒が造られます。(雄町は精米歩合40%程度が限界とされていますが、20%精米された商品も存在します)
雄町の味わいはふくよかでまるみのある旨みに程よい酸味と調和して奥行きの感じる味わい。また、熟成などの時間を経てから開く濃密な味わい。山田錦との違いは、飲みごたえがあり、太い味を演出する点、香りは山田錦ほど強くはないですが、味がしっかりしているので、味の日本酒と例えられる事が多いです。
〈※ここでは純系の雄町(備前雄町と赤磐雄町)をベースにして味わいなどを書いています。〉
秋田酒こまち(秋田県)
酒造好適米の生産量は全国第5位です。山田錦並の醸造特性と美山錦並かそれ以上の栽培特性ともつ酒造品種の開発を目標にして、秋田県農業試験場において開発された。平成10年、秋田県オリジナル品種「秋田酒こまち」の開発に成功しました。出穂期・成熟期ともに中手(なかて)の中。大粒で高度な精米が可能、蒸米に弾力があって麹が造りやすい。タンパク質が少ないことに加えて、デンプン質が消化しやすい性質をもつため、雑味の少ない、上品な旨味と軽快な後味をもつ酒になりやすい。
秋田酒こまちのあじわいは“香り高く、上品な甘みがあり、旨さと軽快な後味を持つ日本酒”といわれています
八反錦1号(広島県)
酒造好適米の生産量は全国第6位です。1983年(昭和58年)に「八反草」を改良した 「八反35号」と、飯米「アホツキ」を掛け合わせて生まれたのが、「八反錦」です。胴割れがしやすいため、慎重な作業が必要とされる、非常に扱いの難しい酒米です。広島県の酒米面積のうち、約90%を占める割合で栽培されています。
八反錦の味わいはすっきり美人タイプの酒に例えられることも多く、口当たりまろやかで、優しく口の中を広がっていくような落ち着いた味わい。軽めの酸がふわっと味を引き締めキリッとキレの良さを感じる味わい。(雄町はグラマーなふっくら美人タイプと例えられている。※岡山県とは隣り合っている為、比較として雄町が例えられています。)
出羽燦々(山形県)
酒造好適米の生産量は全国第8位です。山形県は長らく県独自のこれといった酒米に恵まれず、他県からの移入に頼っていたため、県内の酒蔵からは「県産酒は県独自の酒米で」との要望が募っていた。また吟醸酒ブームが到来すると「山形県産の吟醸酒を」という声もあがっていた。出羽燦々登場の前の山形県の主力品種は長野県生まれの美山錦でした。1985年に県立農業試験場庄内支場にて美山錦/華吹雪(青系酒97号)を交配、その後代から「山形酒49号」を選抜し、「出羽燦々」と命名して育成。出羽の山々にちなみ、また出羽(山形県の酒)が燦々と輝くようにと命名されています。開発には11年の歳月がかかり、1997年品種登録。
この酒米を主軸として山形県は「出羽燦々100%使用、山形酵母使用、山形県開発の麹菌オリーゼ山形使用、純米吟醸酒、精米歩合55%以下」の5条件を満たす県産酒に「純正山形酒DEWA33」というブランドを公認する制度を導入した。
出羽燦々の味わいはサラリとした上品で淡麗な味わい。スッキリとした滑らな味わい。と言われるようにきれいに仕上がる傾向があります。香りは華やかで豊か。上立ち香、含み香、抜け香もあり、華やかすぎず酸とのバランスが良くスッキリした心地よい味わい。
亀の尾(山形県)
山形県庄内地方の篤農家・阿部亀治の1字を取り亀ノ尾と命名された。1893年(明治26年)に在来品種「惣兵衛早生」の中で冷害にも耐えて実っている3本の穂から阿部亀治が足掛け3年の歳月を費やし収量を増やし抜穂選種したものが「亀ノ尾」である。一時期「亀ノ王」との命名案があったが、それではあまりに畏れ多いと阿部亀治自身が恐縮して「亀ノ尾」に落ち着いたとされている。耐冷性は強。多収で食味が良く、飯米として東日本に広く栽培されました。戦前には東北・中部地方全域で栽培され、作付面積も最大を誇っていましたが、病害虫に弱く、倒伏しやすいその栽培の難しさから徐々に姿を消していきます。
亀ノ尾は、食用米としても、酒米としても多くの子孫品種をもつが、1970年代には「亀の尾」自体は栽培されることがなくなっていた。1980年になり久須美酒造と鯉川酒造が復活に力を注ぎ、3,4年の歳月がかかり復活した。「亀ノ尾」は、当初は早生品種に分類されていましたが、その後品種の出穂期が総じて早くなったため「中生種」として分類されました。
漫画「夏子の酒」1988年から1991年(1994年にはテレビドラマ化)で描かれた幻の酒米のモデルです。漫画の中では「亀の尾」のことを「龍錦」としています。
亀の尾は、粒が大きめであり、米粒の半分以上を精米して削る吟醸酒や大吟醸酒を造るのに適していた。一般米小粒種ですが酒米としての評価も高く、明治初期には西日本の雄町に東日本の亀の尾といわれ全国を二分した時代もありました。【亀の尾は、日常の食卓にのぼる食べるお米(飯用一般米)で「コシヒカリ」「ササニシキ」「あきたこまち」「ひとめぼれ」「つや姫」の親に当たるお米です。】 味の良さから大正時代に広く栽培された亀の尾だったが、農薬や化学肥料を使用する現代的な農法に合わず、栽培も難しいため徐々に姿を消していった。
亀の尾は硬い米で、米を水に浸す浸積のときもなかなか水を吸ってくれないなど、酒造りは独自のノウハウと技術が必要になる米です。それだけに蔵元の腕の差が現れやすい米です。
現在では「亀の尾」を使った銘柄が百以上も造られるようになっている。すっかり定着した感のある品種です。
亀の尾の味わいはさらりと口の中に滑り込むような舌触りに、切れ味がよく、飲み込んだ後の豊かな香りはまさに神秘的な味わい。味に幅のある日本酒になるのが特徴的です。口に含むと爽やかな清涼感が一気に広がり、上品な酸味と美しい味わい。
愛山(兵庫県)
愛山は1941年に兵庫県立明石農業改良実験所で育成されました。酒米の王様、山田錦と雄町を祖父母とし、その両親の名前一文字ずつをとって「愛山」(愛船117と山雄67の交配)と名付けられました。晩生で、山田錦以上の千粒重(28.3g)を持つのと背が高いため倒伏しやすく栽培もたいへんな米です。其の為、一時農業実験所でも試験が中止されるということもあり、兵庫県(兵庫県加東市社町)の一部の農家と契約した「剣菱酒造」がひっそりと栽培を継続、独占的に愛山を使用した日本酒を醸してきた関係で、他の蔵がこの米を使うことはありませんでした。1995年の阪神大震災で剣菱酒造が被災しました。剣菱酒造はこの年の酒造が出来なくなり、さらに契約栽培の愛山も買えなくなるという事態になりました。それから数年経過して「十四代の高木酒造」と「磯自慢の磯自慢酒造」が中心となり愛山を使う蔵を集めて「酒道の会」を結成しました。
平成15年(2003年)「酒道の会」を発足させ11蔵が参加。(十四代、南部美人、磯自慢、東洋美人、出羽桜、くどき上手、磯乃澤、東の麓、誉小桜、飛露喜、獅子の里)愛山はブランド・イメージを守るため、価格も高めに設定しているようで、愛山を使う蔵が集まり各製品のブラインドテストを行い、著しく評価の下がるものは発売させないという徹底しています。
現在では上記の11蔵(十四代、南部美人、磯自慢、東洋美人、出羽桜、くどき上手、磯乃澤、東の麓、誉小桜、飛露喜、獅子の里)と(赤部、まんさくの花、花邑、栄光富士、初孫、上喜元、秀鳳、ゆきの美人、Takachiyo,賀茂錦、鶴齢、旦(笹一)、写楽、辻善兵衛、若駒、川中島、十六代九朗右衛門、来福、正雪、W(渡辺酒造店)、鳳凰美田、仙禽、二兎、而今、作、播州一献、篠峯、風の森、宝剣、賀茂金秀、天吹、七田、鍋島、ちえびじん)などからリリースされています。
心白発現率は山田錦よりも高いのですが、心白が非常に大きいためデンプン質が豊富で高精白にすると砕けやすく、また溶けやすいため雑味が出ることもあります。
愛山の味わいはデリケートで造りが難しいものの、ゆったりとした奥深さ、繊細さをもつ、優しい味わいの酒になるといわれていますが、濃醇な酒にもなりやすく(非常に溶けやすい米のため、味が多くなりがちになる)、酸度もやや多いため飲みごたえのある酒質になりがちです、各メーカーとも米の特性を把握してバランスの取れた酒に仕上がっています。米の特徴をよく把握して上手に造ると独特の風味のある酒が出来ます。また「酒米のダイアモンド」と呼ばれ、最も高額な酒米の一つとしても知られています。
白鶴錦(兵庫県)
1990年、白鶴酒造は「山田錦に優るとも劣らない酒米を生み出す」を目標に酒米育種の研究に着手しました。最初に試みたのは「幻の米 山田穂」の復活でした。「山田錦をしのぐ酒米を造るには原点に戻るしかない」と考えたからです。その4、5年後に白鶴酒造は新しい試みに着手しました。「山田錦」の母にあたる「山田穂」と父にあたる「渡船」を約70年ぶりに交配させ、「山田錦」の兄弟品種を作る試みです。兄弟米の中には山田錦をしのぐ米があるかもしれないと考えたのです。選抜固定の栽培を繰り返し、山田錦にも劣らない品質の米を選ぶことができ「白鶴錦(はくつるにしき)」という名前を付け、2004年4月に品種登録した。2006年(平成18年)兵庫県多可郡多可町で契約栽培を開始。育成地(兵庫県美嚢郡吉川町)における成熟期は晩生。
これまでの品種開発は「山田錦」の子や孫の育種がほとんどで兄弟を育種することは初めてのケースです。
白鶴錦の特徴として、
- 山田錦に比べて粒・心白が大きい
- 山田錦に比べ背丈が短く、倒れにくい
- タンパク質の量は山田錦と同程度で低い
- お酒にした時の味わいもより深いを思われる
- (白鶴酒造サイト参照http://www.hakutsuru.co.jp/community/invent/hakutsurunishiki/index.shtml)
2019年10月、以下の11蔵が白鶴錦を使用しています。
- 白鶴酒造「白鶴」(兵庫)
- 高木酒造「十四代」(山形)
- 澄川酒造場「東洋美人」(山口)
- 五町田酒造「東一」(佐賀)
- 清水清三郎商店「作」(三重)
- 梅錦山川「梅錦」(愛媛)
- 相原酒造「雨後の月」(広島)
- 亀の井酒造「くどき上手」(山形)
- 阿部勘酒造「阿部勘」(宮城)
- 新澤醸造店「あたごのまつ」(宮城)
- 桃川「桃川」(青森)
白鶴錦の味わいは香り高い酒はより香り高く、甘い酒はより甘く、酸のある酒はより酸を感じさせる傾向があるとのこと。爽やかな香りと華やかさ、そしてやわらかい味わいになる傾向があります。柑橘系のフルーティーな香りが特徴的でもあります。
酒未来(山形県)
高木酒造の十四代蔵元・高木辰五郎氏が山酒4号(母系)と美山錦(父系)を掛け合わせて18年の歳月をかけ1999年に生み出した新しい酒米。裏ラベルに『みちのく羽州の気候、風土に合った、短稈、耐寒、大粒、円盤状心白等を備えた酒米を十八年の歳月をかけ交配、育種を重ね成功し、この酒米を「酒未来」と命名。』と、書かれています。(父母を入れ替えて生まれたのが、「龍の落とし子」。)
酒未来の味わいは、品のあるほのかな香り、青りんごを思わせる軽やかで綺麗な香り。口当たりは滑らかで優しい、心地よい軽やかな甘さが調和した優雅で瑞々しい味わい。クリアーな品の良さ、凛とした酸、苦・辛さが立ち、透明感のあるスッキリとした味わい。
龍の落とし子(山形県)
高木酒造の十四代蔵元・高木辰五郎氏が美山錦(母系)と山酒4号(父系)を掛け合わせて18年の歳月をかけ1999年に生み出した新しい酒米。裏ラベルに『みちのく羽州の気候、風土に合った、短稈、耐寒、大粒、円盤状心白等を備えた酒米を十八年の歳月をかけ交配、育種を重ね成功し、この酒米を「龍の落とし子」と命名。』と、書かれています。(父母を入れ替えて生まれたのが、「酒未来」。)
龍の落とし子の味わいは品のあるほのかな香り。フレッシュなマスカットや青リンゴのうっすらとした清涼感、サラリとしやわらかくやさしい舌触り、キリッとしつつも後味がすっきりしている。旨みが適度にかんじられ酸と心地よい苦味が奥の方から追いかけてくるようにほんのすこし感じられる。
Ab.心白
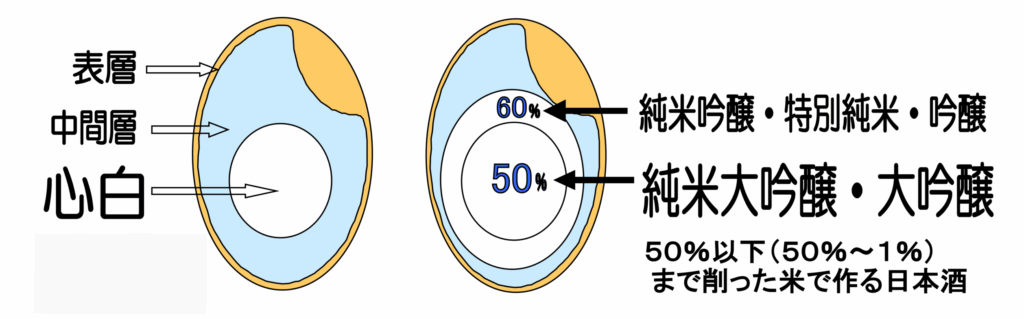
心白とは
米の中心部にあるデンプン質の粗い部分のこと。食用米に比べて細胞組織に隙間があるため、『1.麹菌が繁殖しやすい』『2.吸水率がよい』『3.酒母や醪の中で溶けやすい』などの特徴がある。(「心白」が白く見えるのは隙間が多く光が乱反射するために白く見えます。)
酒造好適米の特性
- 米粒が大きい(精米しやすい)
- 心白が大きい(麹が生育しやすい)
- タンパク質が少ない
- 吸水性がよい
- 糖化性がよい
- 醪(もろみ)にとけやすい
『1.米粒が大きい(精米しやすい)』 大粒で均一な大きさの米であれば、表面を3~7割削る高度な技術でも割れにくい。
『2.心拍が大きい(麹が生育しやすい)』 心拍はデンプン質が集中しているため、大きければ効率よくタンパク質などを除去できる。
『3.タンパク質が少ない』 雑味の要素になってしまうたんぱく質は、少ないほうが酒質を管理しやすい。
『4. 吸水性がよい』 中まで水分が吸収されることで、蒸米の内側が柔らかくなり、麹菌が繁殖しやすい。
『5.糖化性がよい』 デンプン質は発酵前に糖化が必要なため、糖化がスムーズであれば酒母が管理しやすい。
『6.醪(もろみ)に溶けやすい』 内側は柔らかく外側は硬い蒸米になる一方、醪には溶けやすく発酵がスムーズになる。
※「精米特性が高度精米/高度精白に耐えられる」などと表現される理由は食用米のように粒が小さいと、深く精米するとすぐ砕けてしまうからです。
AC.醸造用玄米
B.酵母

酵母
| 協会1号 | 苦味・酸味・コクや硬さなど粗く無骨な味わい |
| 協会2号 | 甘酸っぱいふくらみのある完熟果実やお菓子を思わせる味わい |
| 協会3号 | 穏やかでまろやかな旨みと柔らかでドライな味わい |
| 協会4号 | 控えめな苦味と渋味、さっぱりした酸味と甘苦な味わい |
| 協会5号 | ミステリアスな苦辛とやわらかく華やかな味わい |
| 協会6号 | 澄んだ穏やかな香り、柔らかく上品な甘みと酸味の淡麗な味わい |
| 協会7号 | 清楚で華やかな香りと味わい。(最も多く使われている酵母) |
| 協会8号 | しっかりした酸味と濃醇でありながらスッキリとした味わい |
| 協会9号 | 立ち香は高いが含み香は低い。やや辛口のタイプが多い |
| 協会10号 | 華やかな香り、優しく爽やかで綺麗な味わい |
| 協会11号 | フレッシュな酸味とキリッとした味わい。大辛口タイプが多い |
| 協会12号 | 爽やかな香り、ドライでスマートな味わい |
| 協会13号 | 2020年、市販されている商品は無し コメント不可 |
| 協会14号 | 穏やかな香り、澄んだきれいな味わい |
| 協会1501号 | 立ち香も高く含み香もある (7号の変異株と言われている) |
| 協会1601号 | 華やかな香りと旨みと奥行のある味わい |
| 協会1701号 | フルーティ&フローラルな香り、バランスのとれた味わい |
| 協会1801号 | 華やかでエレガントな香り、上品さと優しさのある味わい |
| 協会1901号 | 華やかで上品な香り、すっきりと軽快で爽やかな味わい |
| 明利 M310 | 濃密なフルーティな香り、上品さと柔らかさのある味わい |
| 山形酵母 | 上品な香り、さらりと優しい綺麗な味わい |
| 高知酵母 CEL24 |
甘い果実の香り、フルーティでふくよかな味わい |
| AK-4 秋田流・雅酵母 |
華やかな果実の香り、上品な味わい (低アルコール清酒になる) |
| アルプス酵母 (長野アルプス酵母) |
切れ味の良い華やかな香り (現在、使われていない) |
| 静岡酵母 (HD-1) |
柔らかな果実の香り、滑らかでサラッと流れるような味わい |
| F 710 うつくしま夢酵母 |
穏やかな香り、透き通るようなキレイな味わい |
| TM-1 福島県酵母 |
穏やかな香り、優しくスマートで上品な味わい |
| 広島酵母6号 | ふくよかな香り、スッキリと華やかな味わい |
| 花酵母(ナデシコ) | 華やかさの中に、やさしい花の香りがほのかに漂う味わい |
| 花酵母(アベリア) | 独自の華やかな香りと爽やかでドライな味わい |
| 赤色清酒酵母 (桃色にごり酒酵母) |
甘口でアルコール度数の低いソフトな味わい・ピンク色のにごり酒 |
花酵母は花の香りを生成するものではない。既存酵母にはない特徴ある香味を生む可能性を秘めている。
ワイン酵母は酸の多さを活かした甘酸っぱい酒質のものが多い。
C.酒造用の水の硬度(日本地図)
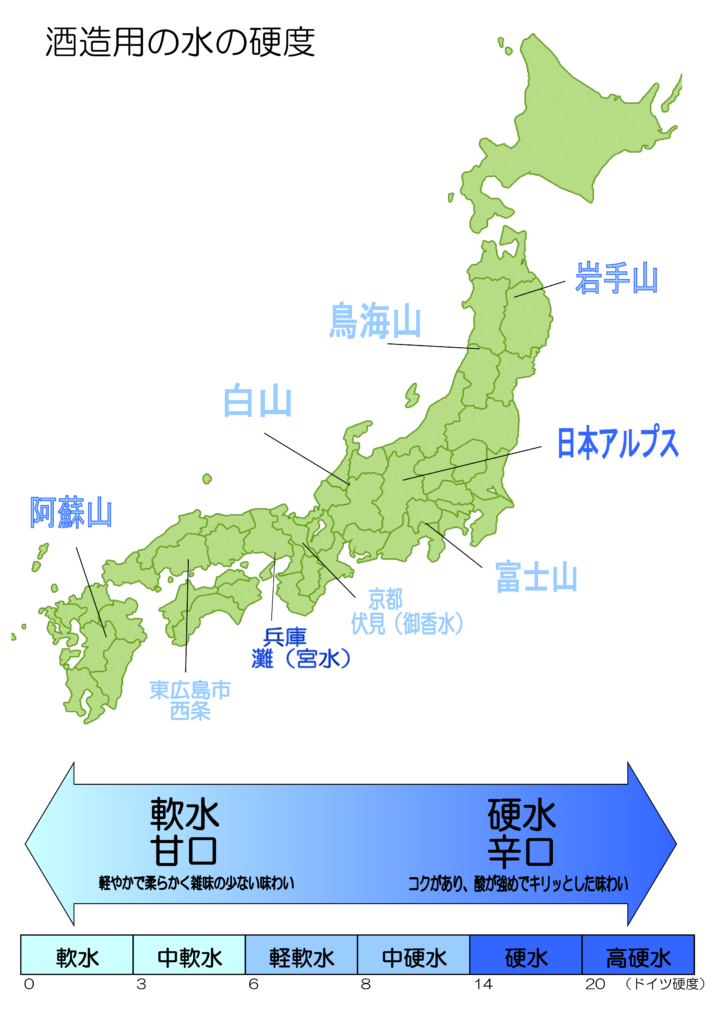
日本酒の水の性質について
日本酒の地域(土地)ごとにある程度の違いがあります。大きな理由として『水』であります。日本酒の原料の内、80%が水だからです。
日本の水質が全体的にみても軟質と低い為、淡麗になりやすいです。
淡麗で代表的な産地で京都府(伏見・御香水)、広島県(東広島市・西条)、新潟県、石川県、山形県です。山に囲まれた地域(土地)である為、共に軟水です。日本では山から海までの高低差がありますので、雨が降ってから海に到達するまでの時間が短い為、水にミネラルを蓄えないまま海に出ます。
硬質の場合は水が山から海までの時間がかかる事と、土壌の土質による所が大きいな理由です。硬水では兵庫県(灘・宮水)・高知県・熊本県・などが代表的です。
| 軟水(なんすい) | 甘口 | 軽やかで柔らかく雑味のない味わい |
| 硬水(こうすい) | 辛口 | しっかりとコシがあり、酸が強めでキリッとした味わい |
D.濃淡甘辛度の日本地図
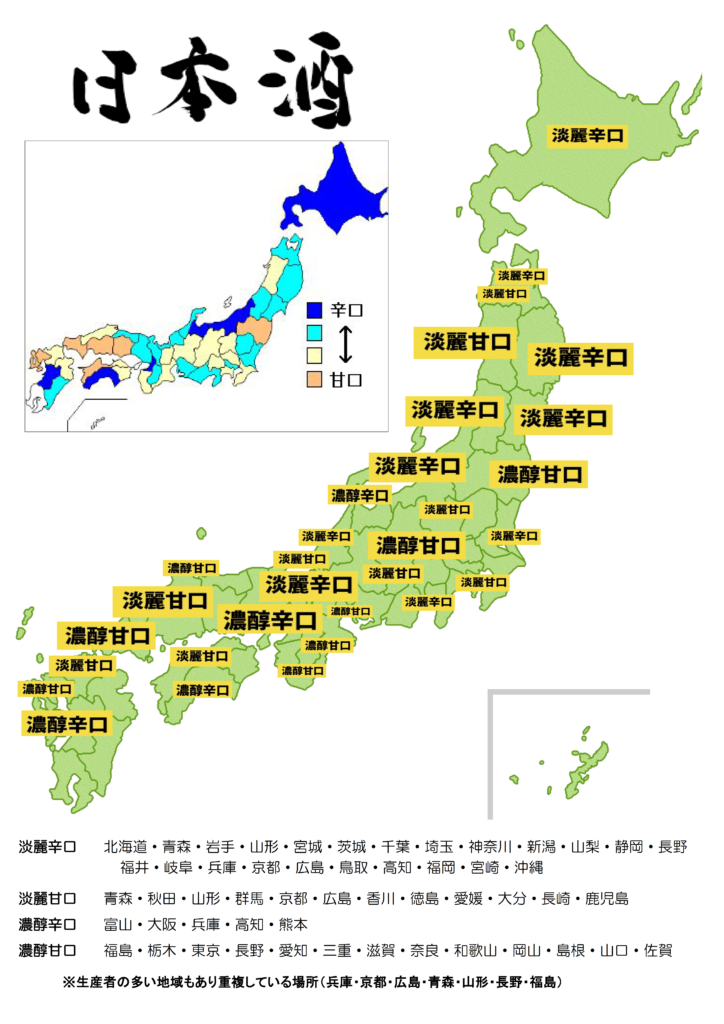
| 淡麗辛口 | きれいでスッキリした味わい | 新潟・福井・宮城・長野・山梨・静岡・京都・広島・鳥取・福岡 |
| 淡麗甘口 | やわらかでスルリとした味わい | 青森・秋田・山形・群馬・京都・広島・愛媛・長崎 |
| 濃醇辛口 | どっしりとキリッとした味わい | 富山・大阪・兵庫・高知・熊本 |
| 濃醇甘口 | なめらかとガチッとした味わい | 福島・栃木・長野・愛知・三重・奈良・岡山・山口・佐賀 |
日本酒の製造工程
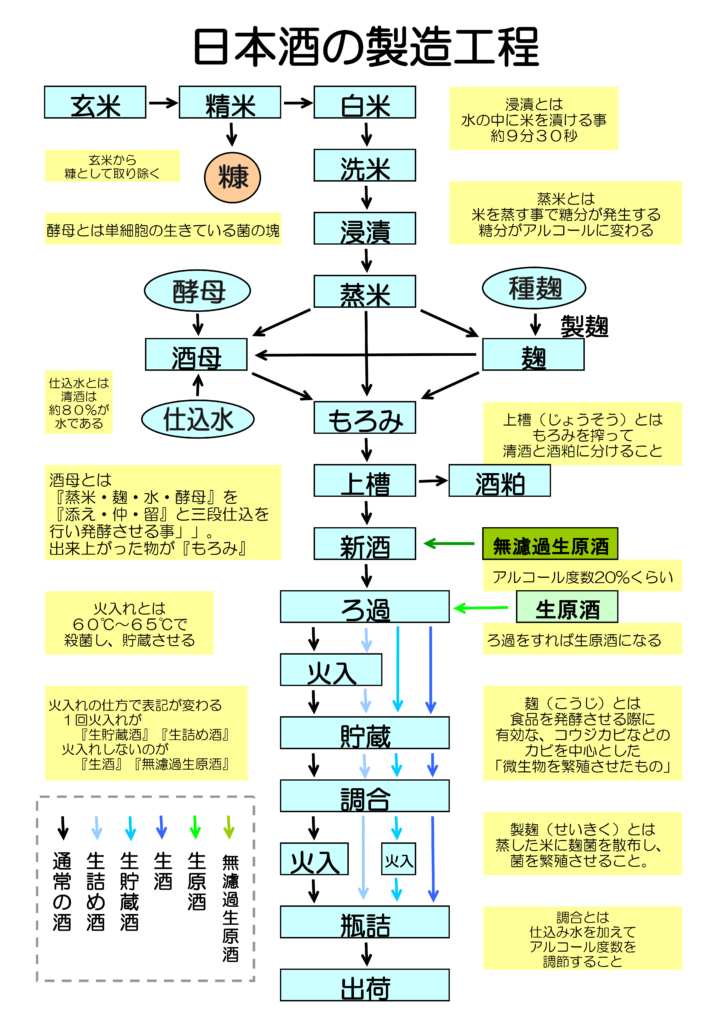
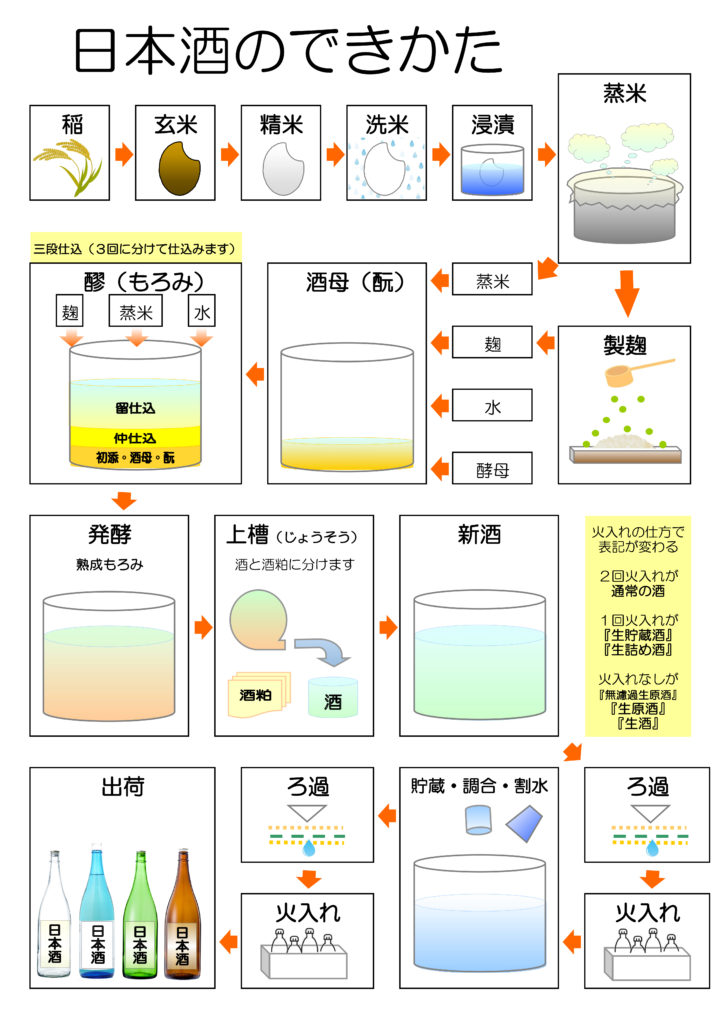
日本酒の製造工程・上槽(じょうそう)
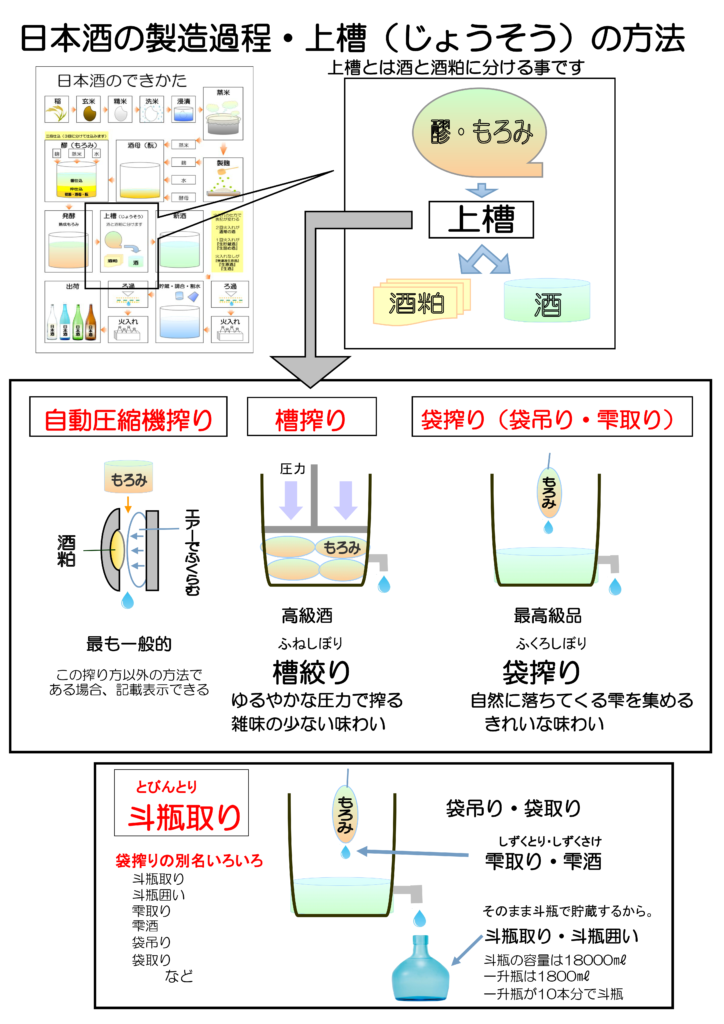
| 上槽の方法 | タイプ | 粕取り歩合 |
| 自動圧縮しぼり | 最も一般的 | 20%~30% |
| 槽搾り(ふねしぼり) | 高級酒用 | 50% |
| 袋搾り | 最高級品用 | 50% |
| 斗瓶取り | 袋搾りした物を斗瓶に入れた物 | 50% |
日本酒の製造過程・酒母(酛・もと)

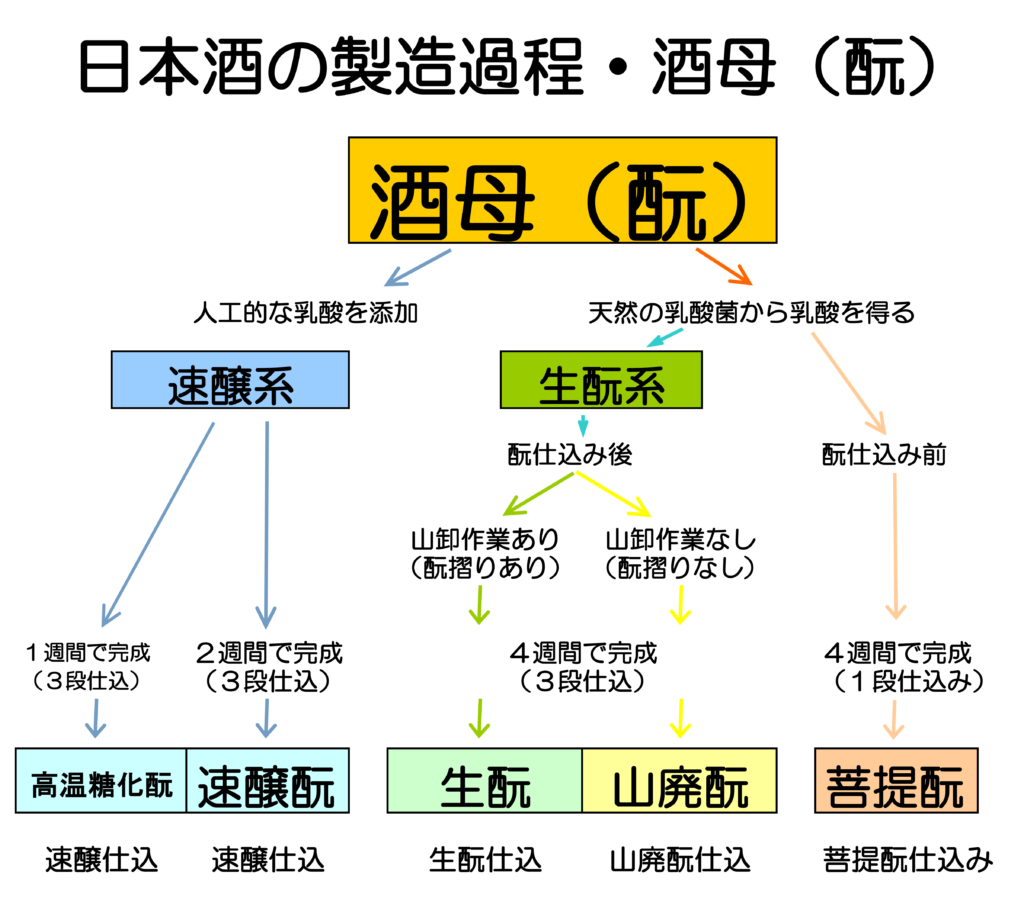
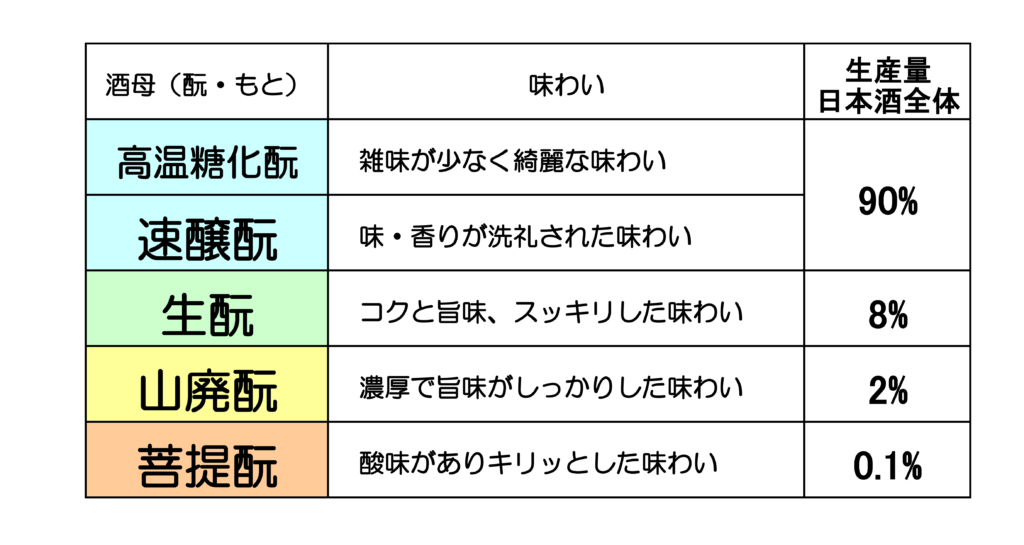
日本酒の製造過程・酒母(酛・もと)
| 酒母(酛・もと) | 味わい | 生産量 日本酒全体 |
||||||||||
| 高温糖化酛 | 雑味が少なく綺麗な味わい | 90% | ||||||||||
| 速醸酛 | 味・香りが洗礼された味わい | |||||||||||
| 生酛 | コクと旨味、スッキリした味わい | 8% | ||||||||||
| 山廃酛 | 濃厚で旨味がしっかりした味わい | 2% | ||||||||||
| 菩提酛 | 酸味がありキリッとした味わい | 0.1% | ||||||||||
日本酒の製造過程(醸造技術)
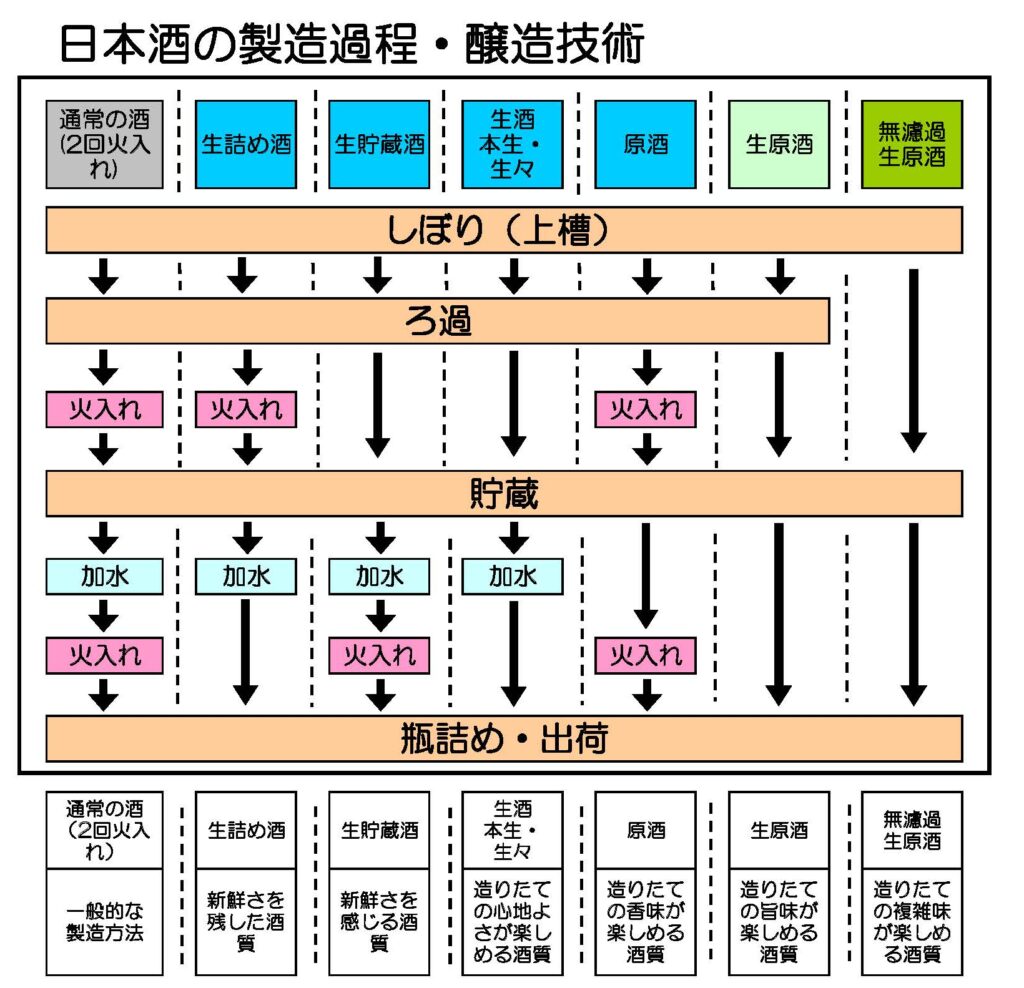
※原酒は火入れが1回のみで貯蔵せずに出荷される場合もあります。
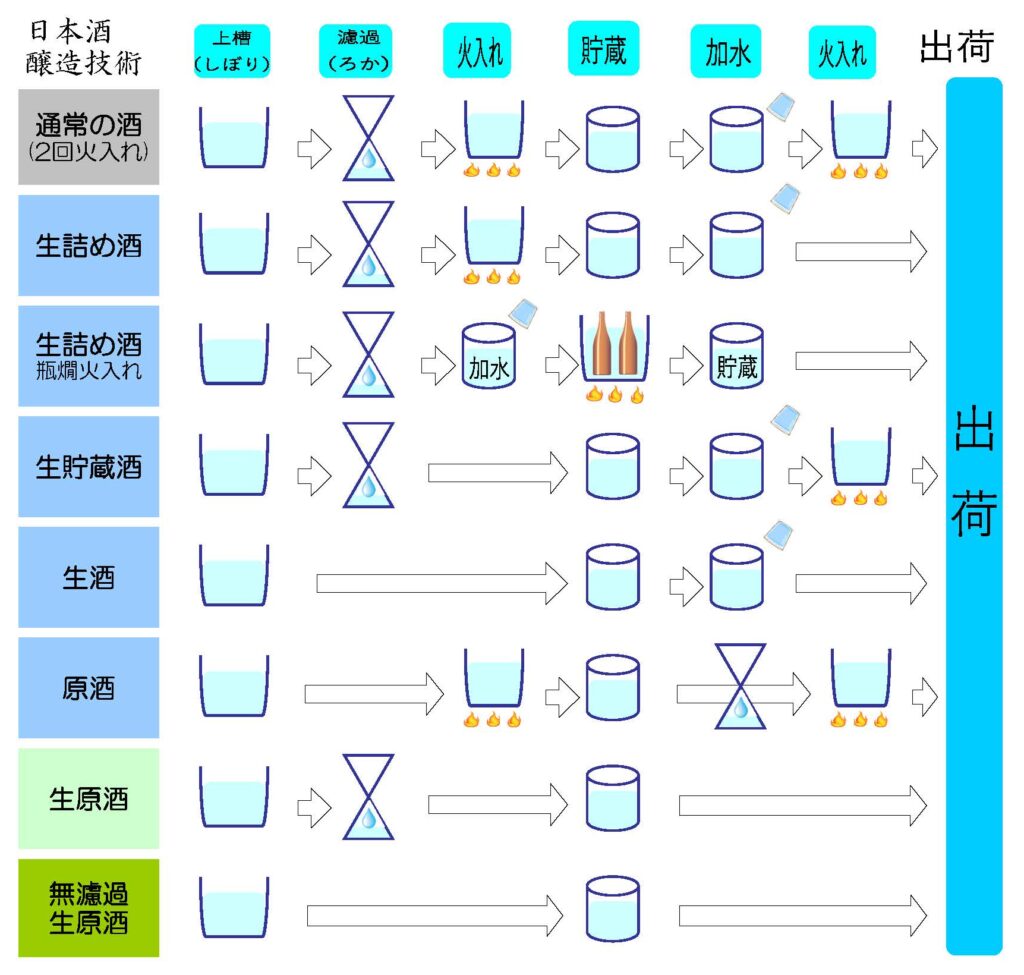
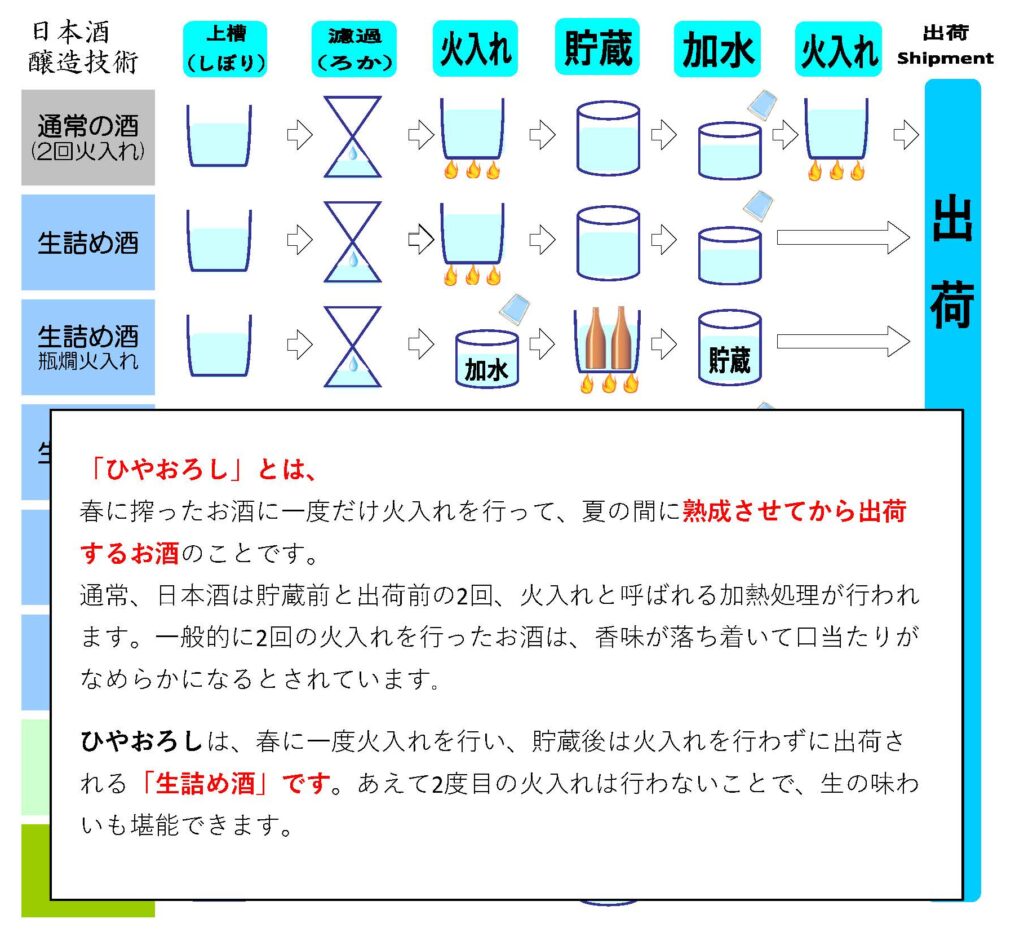
| 通常の酒 | 2回火入れ | 一般的な製造方法 |
| 生詰め酒 | 1回火入れ | 新鮮さを残した酒質 |
| 生貯蔵酒 | 1回火入れ | 新鮮さを感じる酒質 |
| 生酒 | 火入れ無し | 造りたての心地よさが楽しめる酒質 |
| 原酒 | 火入れした物 | 造りたての香味が楽しめる酒質 |
| 生原酒 | 火入れ無し(ろ過有り) | 造りたての旨味が楽しめる酒質 |
| 無濾過生原酒 | 火入れ無し | 造りたての複雑味が楽しめる酒質 |
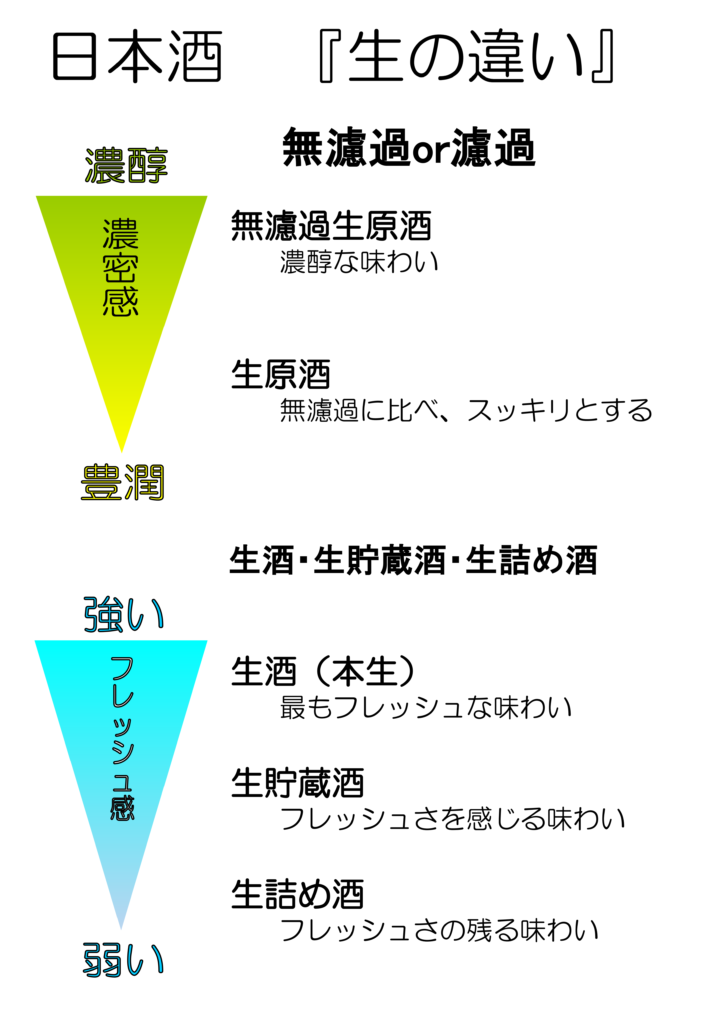
無濾過生原酒と生原酒の違いは濾過をしたかしないかの違いです。
生原酒と原酒の違いは火入れをしたか、していないかの違いです。
無濾過生原酒は搾ったままの爽やかさ複雑味や旨味の濃醇さが魅力の味わい
濾過した生原酒は(無濾過と比べて)飲み口が若干スムーズになり濃厚な味わい
火入れをした原酒は(生原酒と比べて)角がとれて丸みを感じる濃厚な味わい
日本酒の搾りの名称
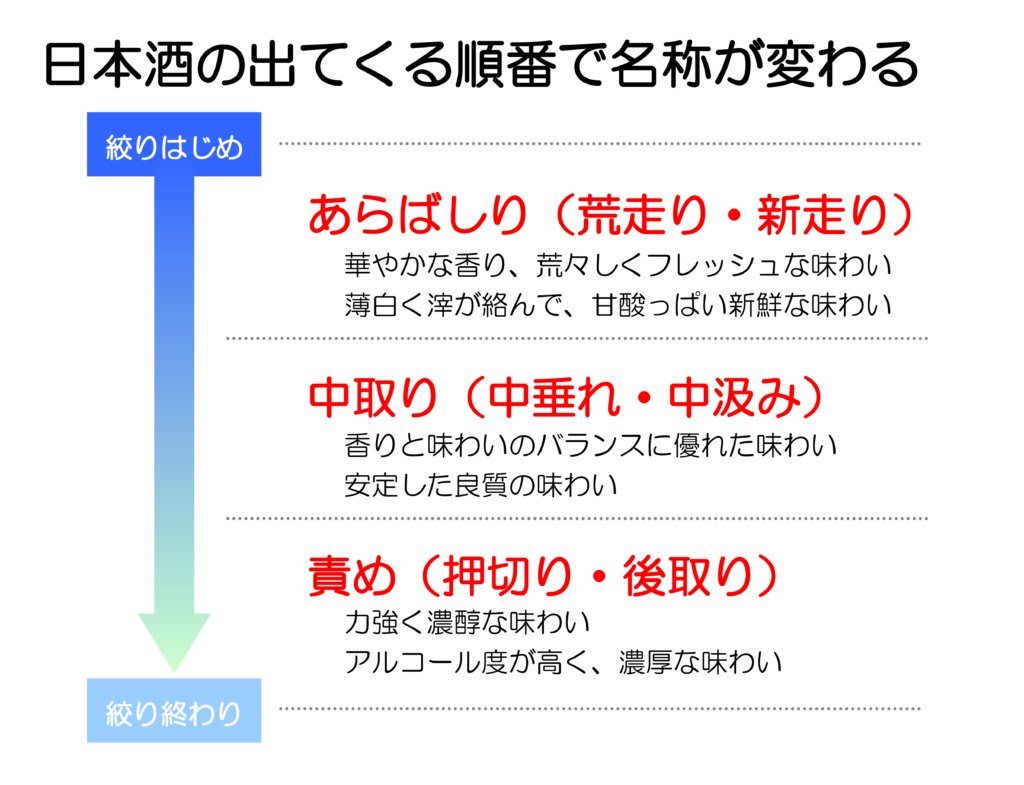
| あらばしり | 薄白く滓が絡んで、甘酸っぱい新鮮な味わい |
| 中取り | 安定した良質の味わい |
| 責め | アルコール度が高く、濃厚な味わい |
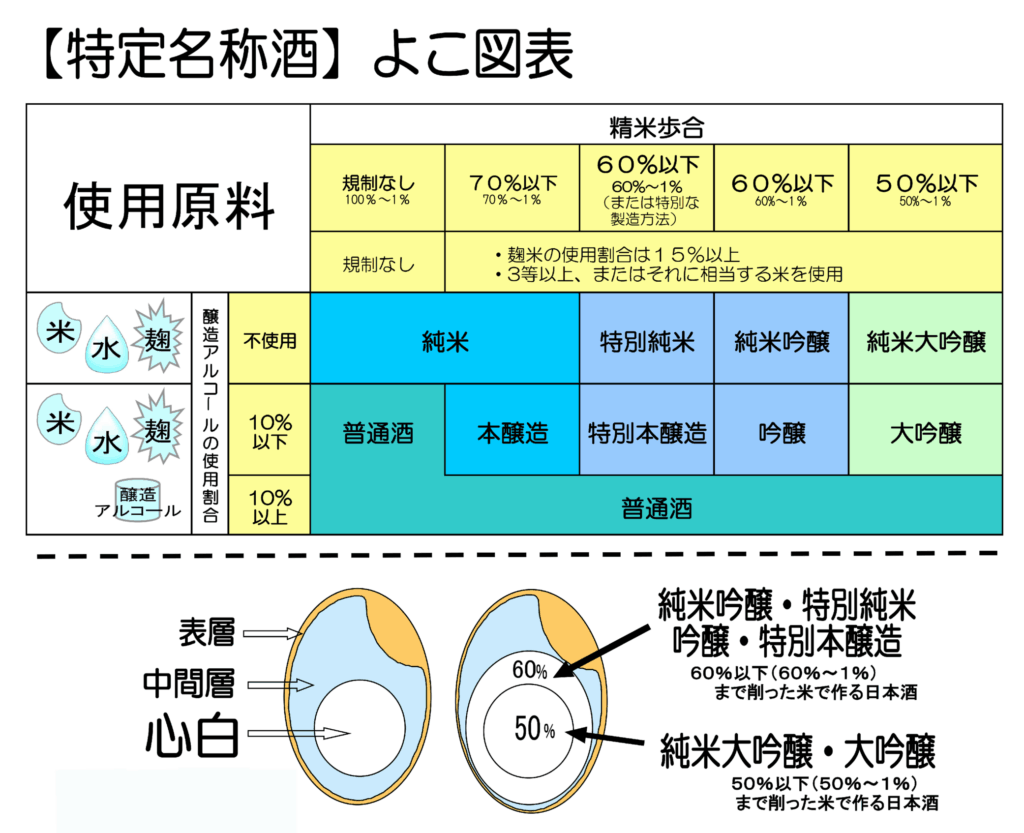
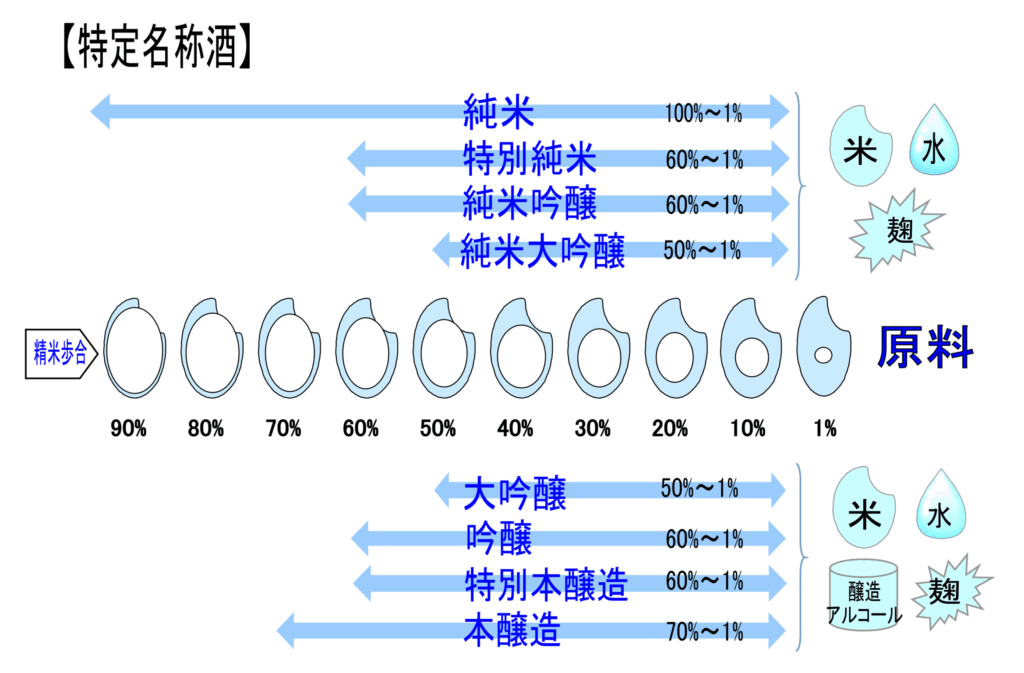
特定名称酒(精米歩合)

日本酒の特定名称酒・精米歩合の図表
| 純米タイプ | 精米歩合 | 本醸造タイプ |
| 米・米麹・水 | 原料 | 米・米麹・水・醸造アルコール |
| 純米大吟醸 | 50%以下 | 大吟醸 |
| 純米吟醸・特別純米 | 60%以下 | 吟醸・特別本醸造 |
| 純米 | 70%以下 | 本醸造 |
| 純米 | 規定なし | 普通酒 |
日本酒『特定名称酒』精米歩合
—-
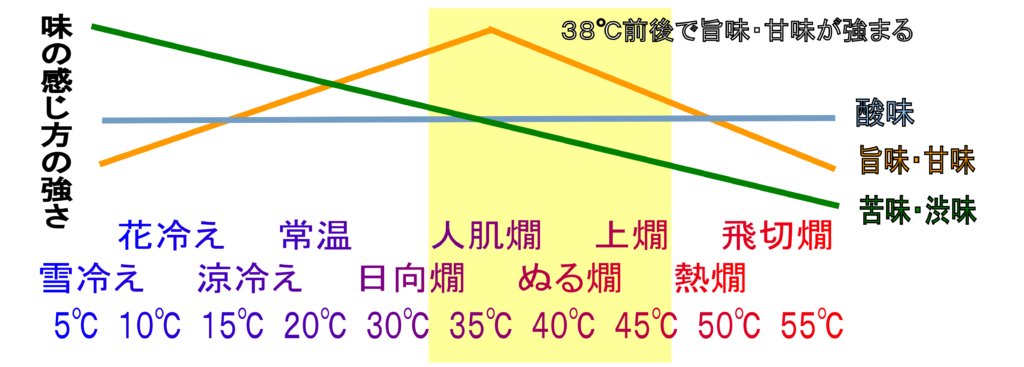
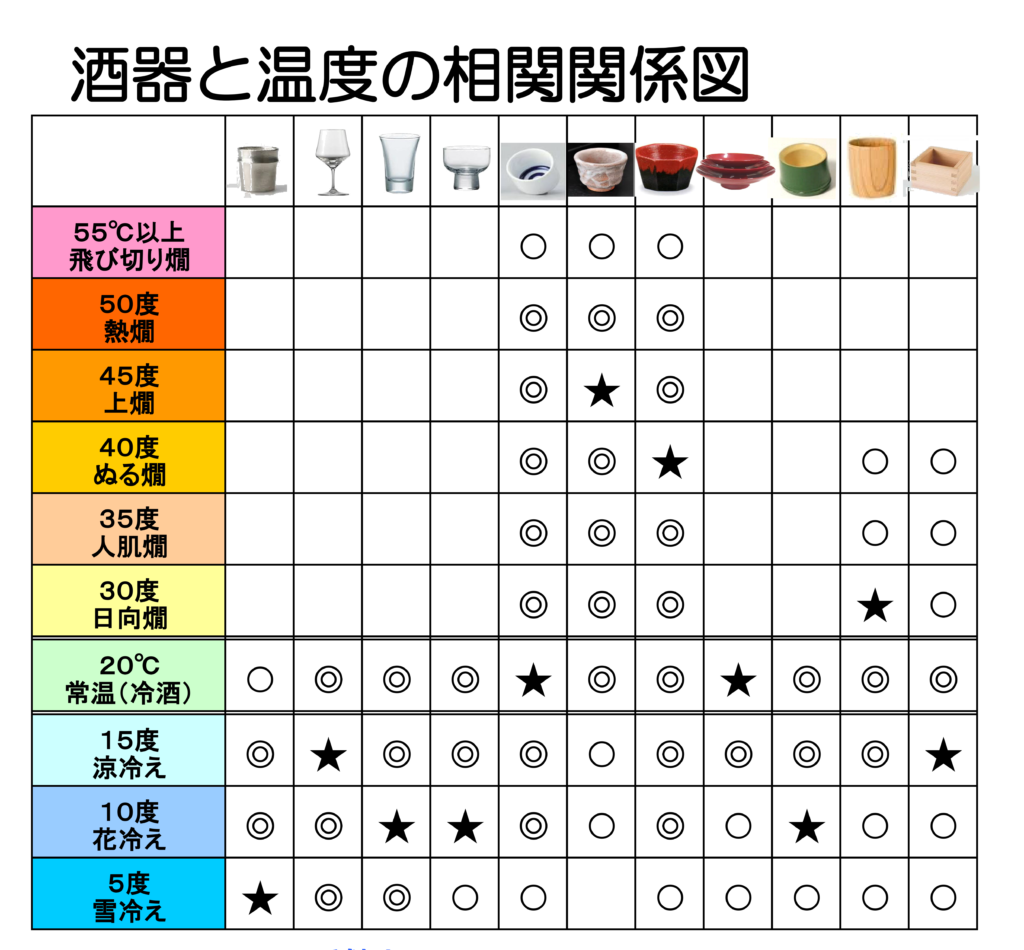
日本酒の温度
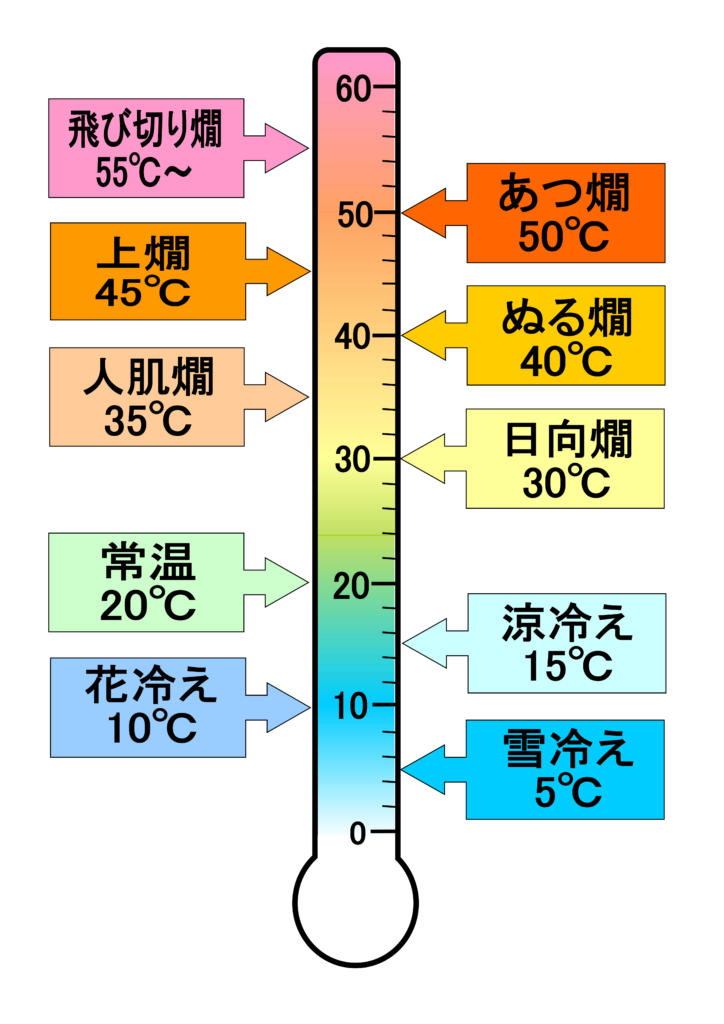
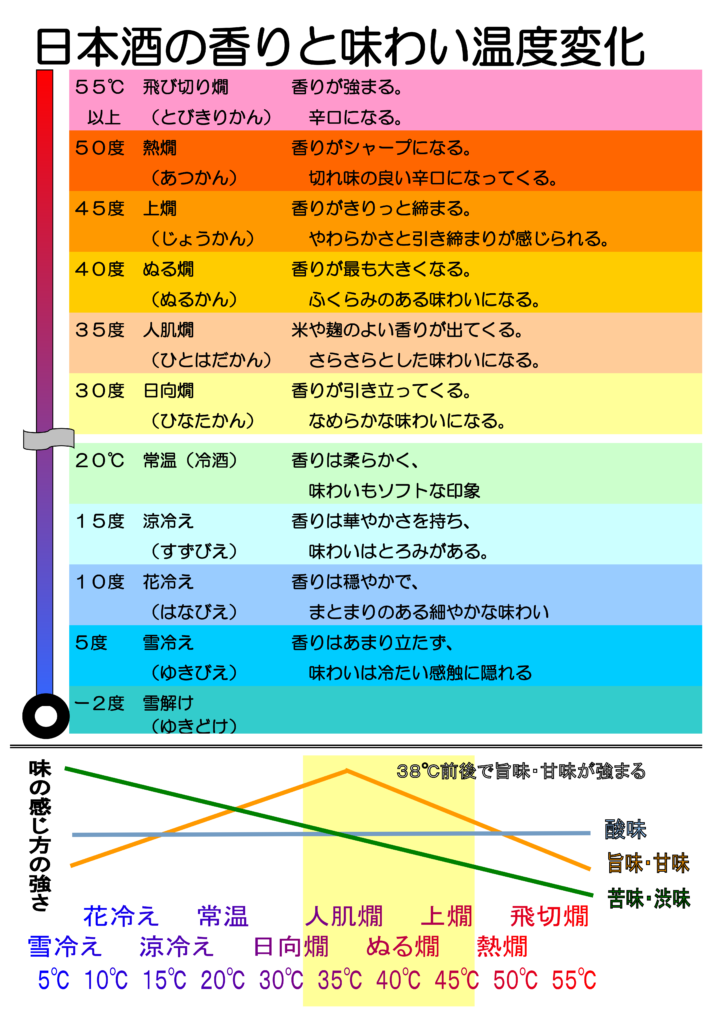
日本酒の香りと味わい温度変化
| 55℃以上 | 飛び切り燗 | 香りが強まる | 辛口になる |
| 50℃ | 熱燗 | 香りがシャープになる | 切れの良い辛口になる味 |
| 45℃ | 上燗 | 香りがキリッと締まる | 柔らかさと引き締まる味 |
| 40℃ | ぬる燗 | 香りが最も大きくなる | ふくらみのある味 |
| 35℃ | 人肌燗 | 米や麹の香りが出る | さらさらした味 |
| 30℃ | 日向燗 | 香りが引き立つ | なめらかな味 |
| 20℃ | 常温 | 香りは柔らかい | ソフトな印象の味 |
| 15℃ | 涼冷え | 香りは華やか | とろみを感じる味 |
| 10℃ | 花冷え | 香りは穏やか | まとまりのある細やかな味 |
| 5℃ | 雪冷え | 香りは立ちにくい | 冷たいと感じる |
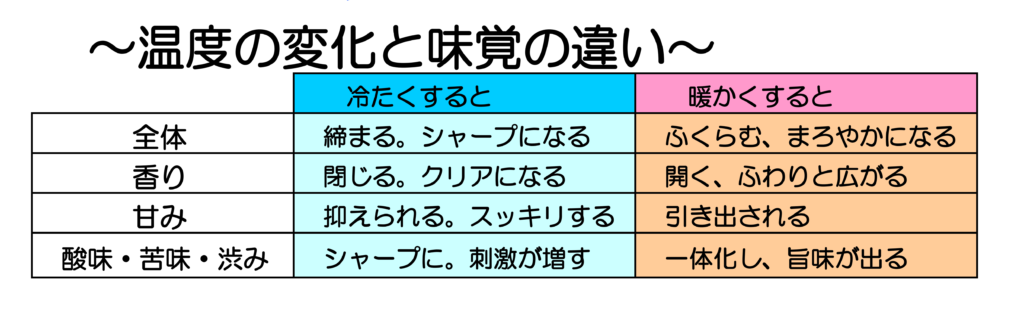
| 冷たくすると | 暖かくすると | |
| 全体 | 締まる。シャープになる | ふくらむ、まろやかになる |
| 香り | 閉じる。クリアになる | 開く、ふわりと広がる |
| 甘み | 抑えられる。スッキリする | 引き出される |
| 酸味・苦味・渋み | シャープに。刺激が増す | 一体化し、旨味が出る |
日本酒の季節酒

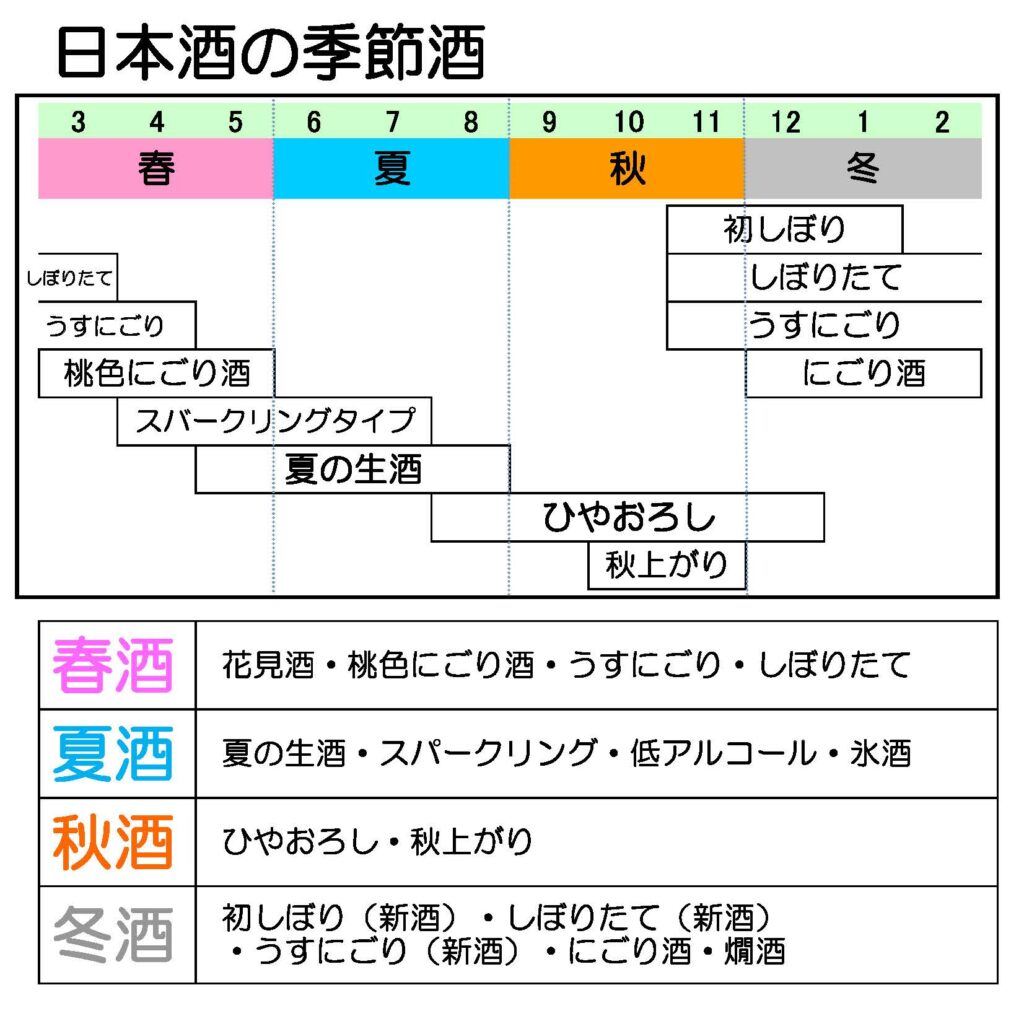
| 春酒 | うすにごり・花見酒・桃色にごり酒・原酒 | |||||||||||
| 夏酒 | 夏の生酒・スパークリング・低アルコール・氷酒 | |||||||||||
| 秋酒 | ひやおろし・秋上がり・生原酒 | |||||||||||
| 冬酒 | しぼりたて・初しぼり・新酒・立春朝搾り・燗酒 | |||||||||||
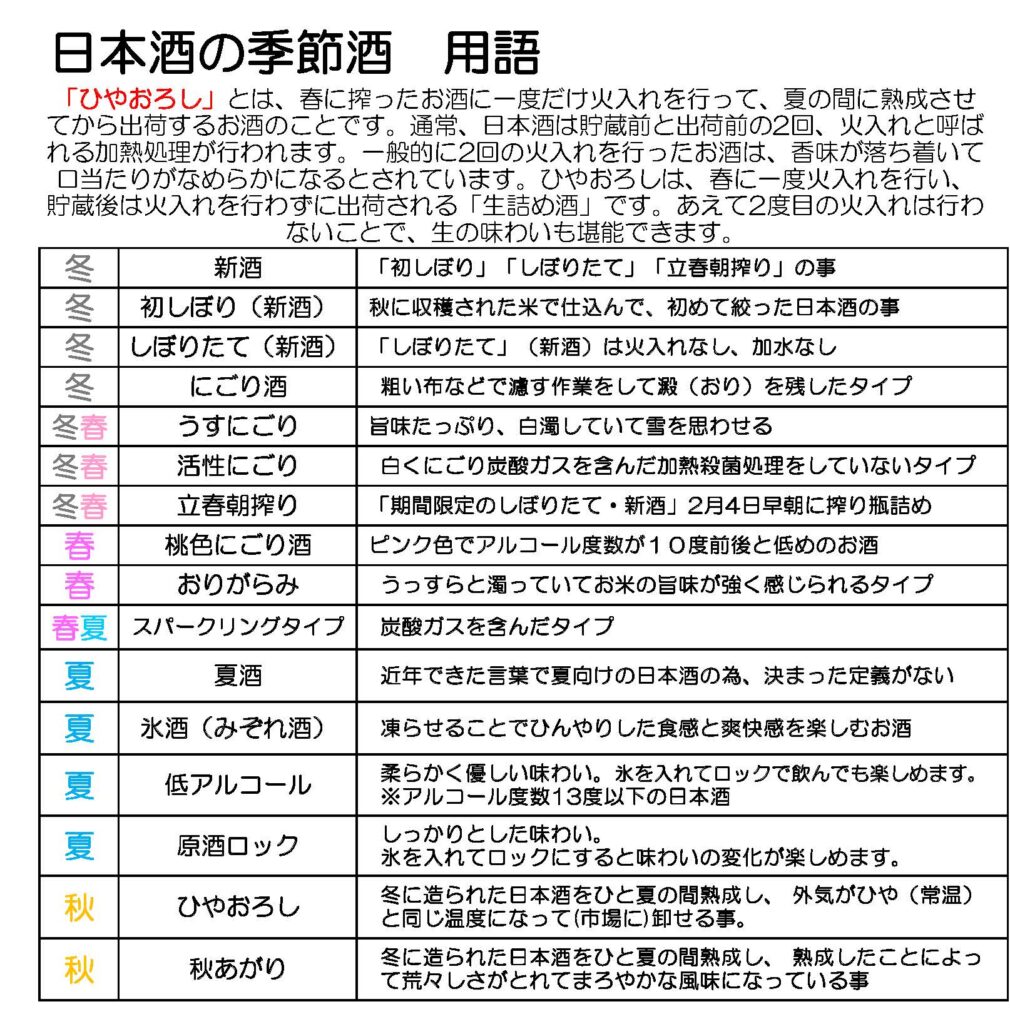
| 冬 | 新酒 | 「初しぼり」「しぼりたて」「立春朝搾り」の事 |
| 冬 | 初しぼり |
秋に収穫された米で仕込んで、初めて絞った日本酒の事 。 新酒のラベルには「初しぼり」や「しぼりたて」 |
| 冬 | しぼりたて・新酒 | 「しぼりたて」(新酒)は火入れなし、加水なし |
| 冬 | にごり酒 |
1,透明ではなく、白く濁った日本酒の事 2,にごり酒はにごり方によってのいくつかの種類に分けられ、 |
| 冬春 |
うすにごり(薄にごり) 別名:かすみ酒 |
旨味たっぷり、白濁していて雪を思わせる。 液体は透明に近く、さらりとしています。 |
| 冬春 | ささにごり(細にごり) |
ささ(細)にごりという名の通り、にごりが少なく、 |
| 冬春 | おりがらみ |
うっすらと濁っていてお米の旨味が強く感じられるタイプ。 滓が多く酸味が強いのが特徴です。とろみがあり、 |
| 冬春 | 活性にごり |
白く濁り、炭酸ガスを含んだ加熱殺菌処理をしていないタイプ |
| 冬春 | 立春朝搾り |
「期間限定のしぼりたて・新酒」2月4日早朝に搾り瓶詰めした物 |
| 春 | 桃色にごり酒 |
ピンク色でアルコール度数が10度前後と低めのお酒 ※日本酒がピンク色になる理由について 1,赤色酵母を使用した場合→甘口ソフトタイプの味わい 2,古代米(黒米)を使用した場合→ほんのりとした甘みと爽やかな酸と黒米特有の味わい |
| 春夏 | スパークリングタイプ | 炭酸ガスを含んだタイプ |
| 夏 | 夏酒 | 近年できた言葉で夏向けの日本酒の為、決まった定義がない |
| 夏 | 氷酒〈こおりさけ〉、(みぞれ酒) | 凍らせる事でひんやりとした食感と爽快感を楽しむお酒 |
| 夏 | 低アルコール酒 |
柔らかく優しい味わい。氷を入れてロックで飲んでも楽しめます。 ※アルコール度数13度以下の日本酒 |
| 夏 | 原酒ロック |
しっかりとした味わい 氷を入れてロックにすると味わいの変化が楽しめます。 |
| 秋 | ひやおろし |
外気がひや(常温)と同じ温度になって(市場に)卸せる事。 冬に仕込んだ酒に火入れという保存性を高める加熱殺菌を施し、 しかし近年は、酒蔵の設備が向上したために、 |
| 秋 | 秋あがり | 冬に造られた日本酒をひと夏の間熟成し、熟成した事によって荒々しさがとれてまろやかな風味になっている事。 |
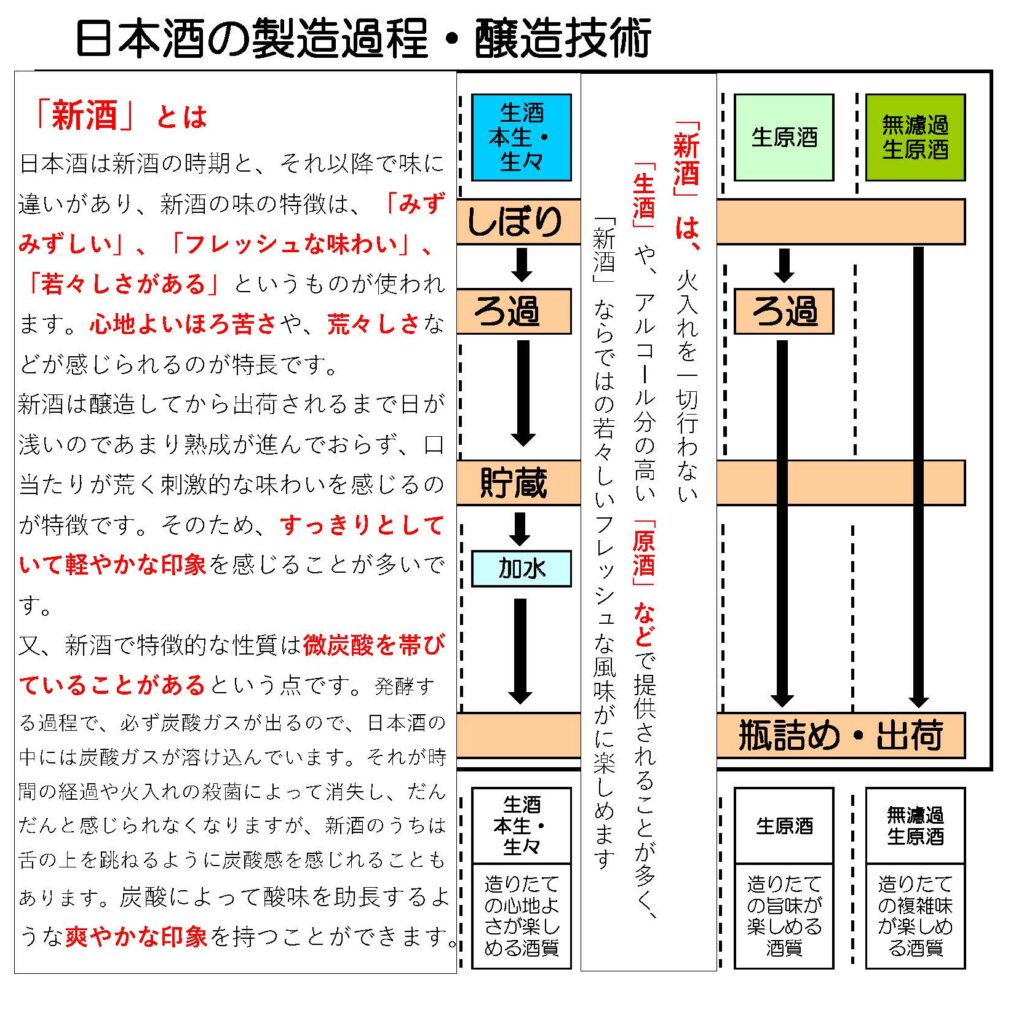
『新酒』
日本酒は新酒の時期と、それ以降で味に違いがあり、
『桃色をした濁り酒(芳醇で甘酸っぱいタイプ)』、『四段仕込みをした軽快でほんのり甘味の感じるタイプ』、『うすにごり、おりがらみ、などの澱(おり)のあるタイプ』、など春を想わせるピンク色のラベルや文字で記載されている事があります。











![]()








日本酒のラベル記載の有無
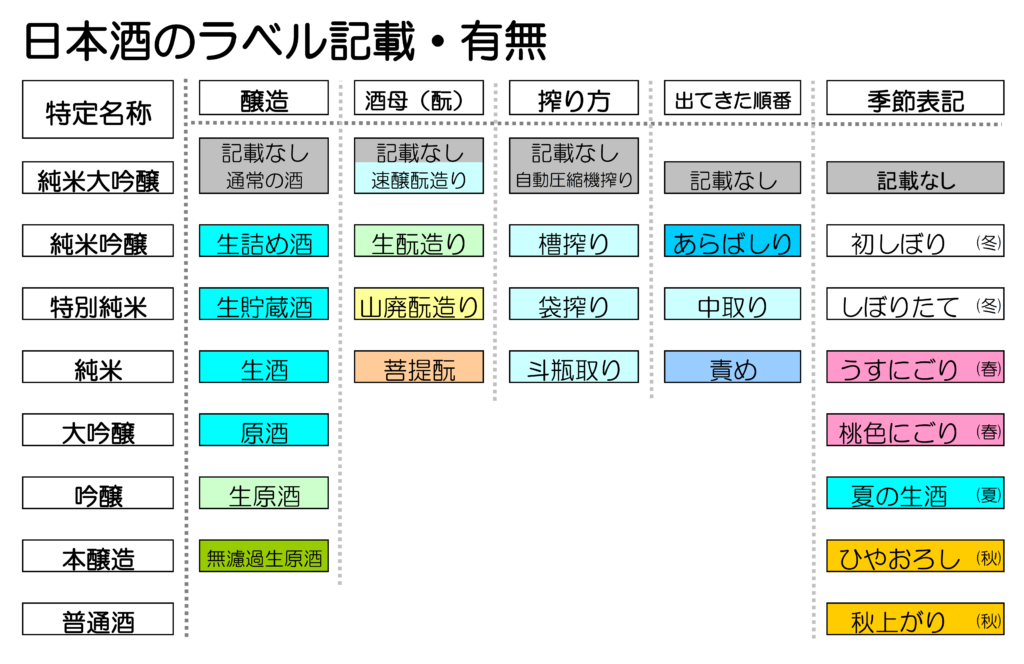
#ラベル記載の有無 #記載できるのは特殊な時
日本酒の酒器
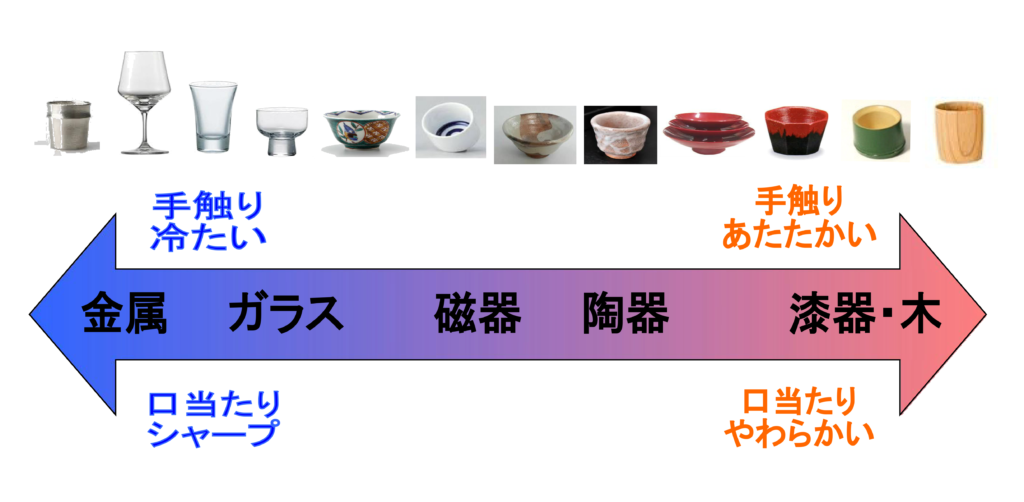
| 錫(すず)・グラス(ガラス) | 磁器(石の素材) | 陶器(土の素材) | 漆器・白木(木の素材) | |
| 手触り | 冷たい | 華やか | どっしり | あたたかい |
| 口当たり | シャープになる | まろやかになる | ふくよかになる | やわらかくなる |
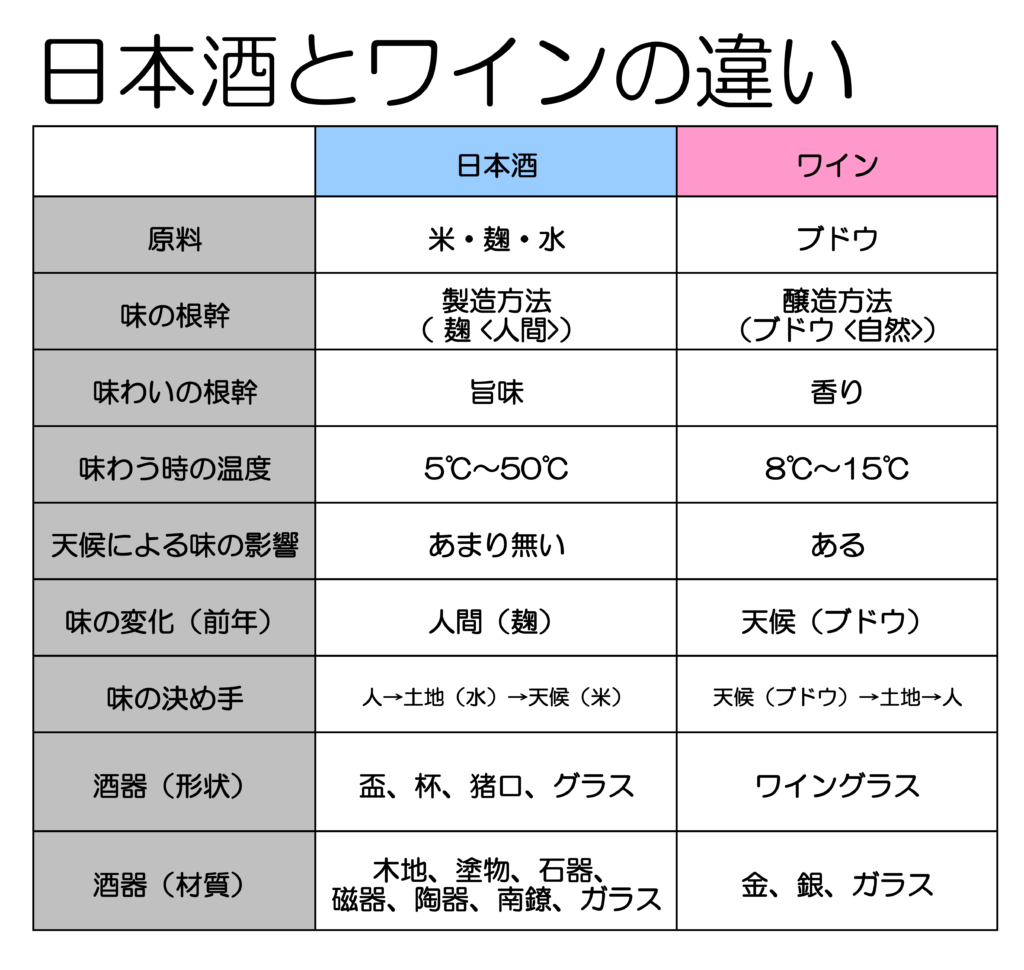
日本酒とワインの違い